บทนำ
การป้องกันสนิมของเหล็กสามารถทำได้หลายวิธี แต่ละระบบมีข้อจำกัดและเงื่อนไขใช้งานต่างกัน การเลือกกระบวนการเคลือบสังกะสีจึงไม่ควรพิจารณาเพียงความหนาหรือราคา แต่ต้องเข้าใจกลไกการป้องกันสนิมและผลกระทบต่อการใช้งานในระยะยาว บทความนี้อธิบายความแตกต่างระหว่าง “ชุบซิงค์ (Zinc Electroplating)” และ “HDG (Hot-dip Galvanizing)” ในมุมมองเชิงอุตสาหกรรม เพื่อช่วยให้ผู้อ่านตัดสินใจเลือกสเปคได้เหมาะสมกับงานจริง
หมายเหตุสำหรับผู้อ่าน: หากต้องการทำความเข้าใจพื้นฐานการชุบซิงค์อย่างเป็นระบบ ตั้งแต่หลักการไฟฟ้าเคมี กลไกการป้องกันสนิม ไปจนถึงภาพรวมของกระบวนการผลิต แนะนำอ่านบทความศูนย์กลาง การชุบซิงค์ป้องกันสนิม (Zinc Electroplating Fundamentals) ก่อน เพื่อเชื่อมโยงความเข้าใจเชิงระบบกับการเปรียบเทียบในบทความนี้
ชุบซิงค์ (Zinc Electroplating)
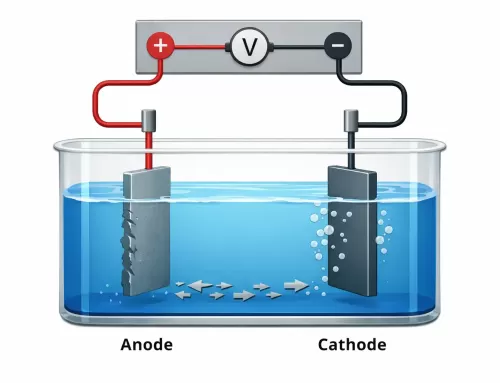
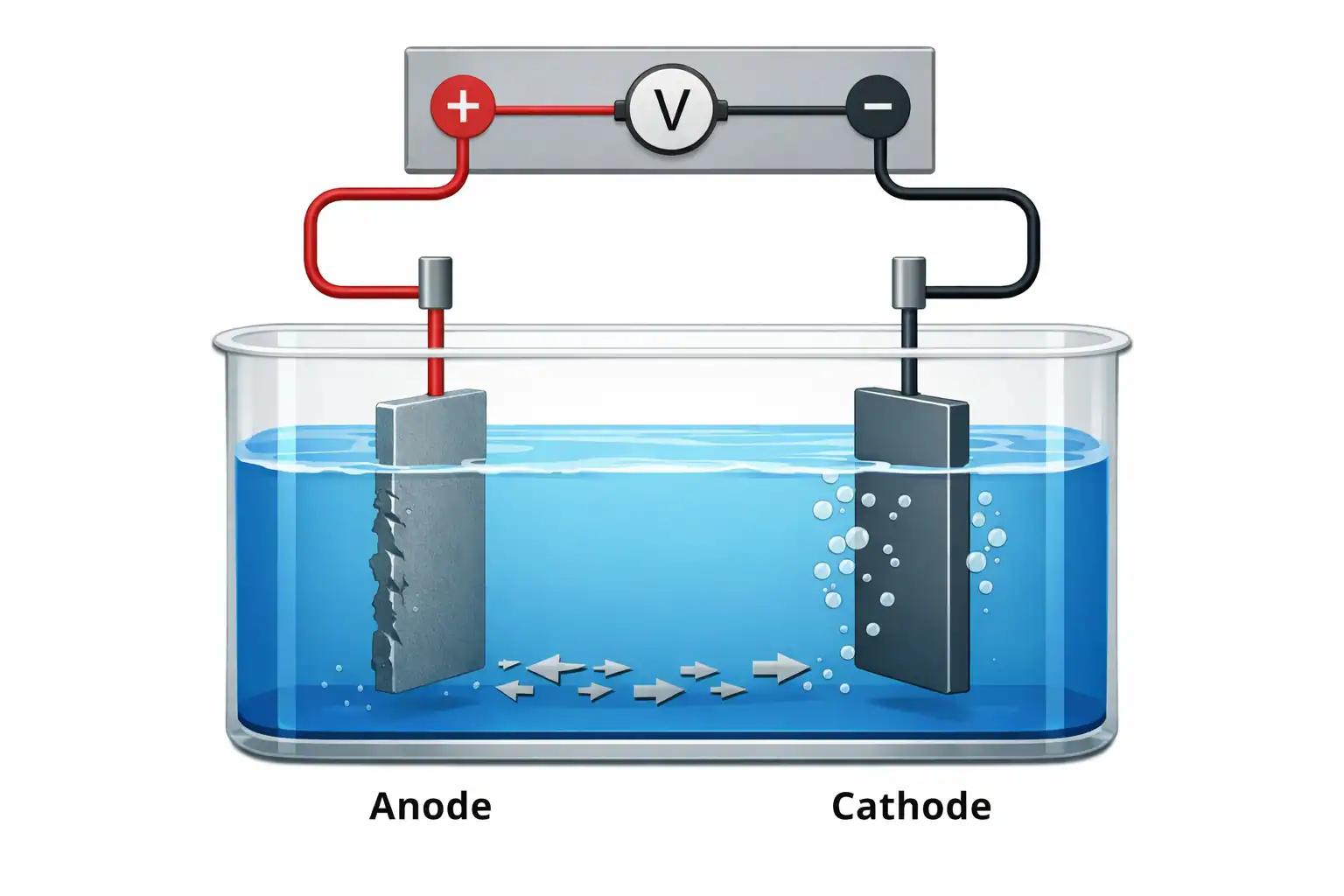
ชุบซิงค์เป็นกระบวนการเคลือบสังกะสีด้วยไฟฟ้าในสารละลาย โดยอาศัยปฏิกิริยาไฟฟ้าเคมีให้สังกะสีเคลือบติดบนผิวเหล็กในรูปชั้นบางและสม่ำเสมอ จุดเด่นของกระบวนการนี้คือสามารถควบคุมความหนาได้ละเอียดในระดับไมครอน และให้ผิวงานเรียบ เหมาะกับชิ้นส่วนที่ต้องการความแม่นยำด้านมิติและการประกอบ เช่น น็อต สกรู ชิ้นส่วนยานยนต์ ชิ้นส่วนอิเล็กทรอนิกส์ หรือชิ้นงานที่ต้องผ่านการขัน ประกอบ หรือเคลื่อนไหวหลังการชุบ
กลไกกันสนิม
- ซิงค์ทำหน้าที่เป็น sacrificial anode เมื่อสัมผัสกับความชื้นหรือสารละลายที่เป็นตัวนำไฟฟ้า
- ในกรณีเกิดรอยขีดข่วนหรือบาดแผลเล็ก ๆ ซิงค์จะสึกกร่อนก่อนเหล็ก ช่วยชะลอการเกิดสนิมแดง
- ประสิทธิภาพการป้องกันขึ้นกับความหนาชั้นเคลือบและสภาพแวดล้อมการใช้งาน
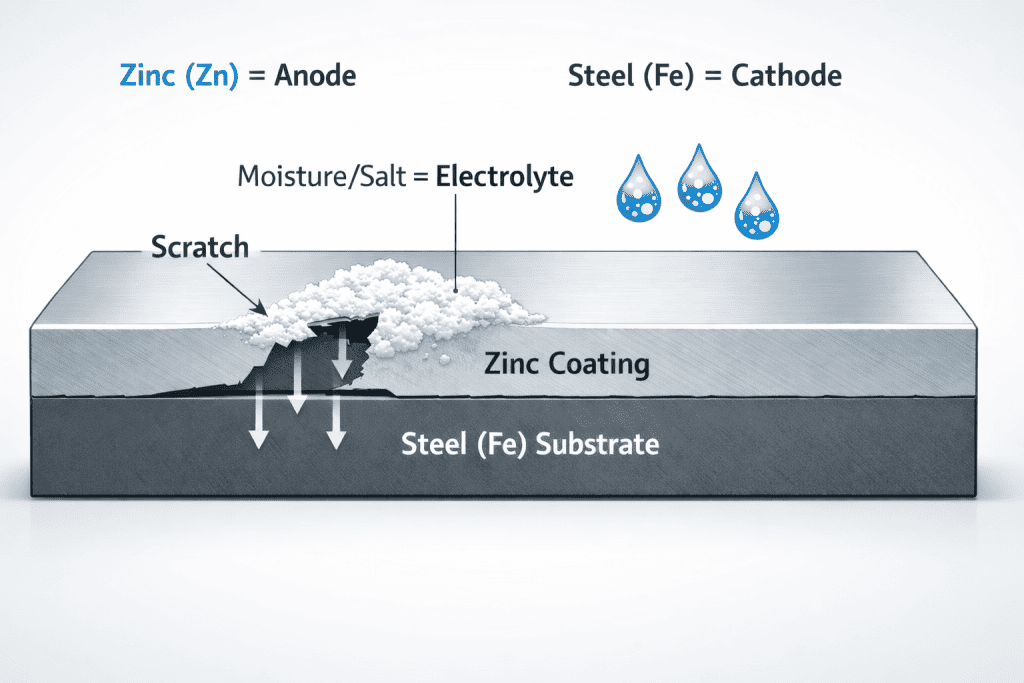
Sacrificial Anode ของชุบซิงค์
ซิงค์ (Zn) ทำหน้าที่เป็น anode สึกก่อน ช่วยชะลอสนิมแดงบนเหล็กบริเวณรอยขีด
HDG (Hot-dip Galvanizing)
HDG คือการจุ่มชิ้นงานเหล็กลงในบ่อสังกะสีหลอมเหลวที่อุณหภูมิประมาณ 450°C ทำให้เกิดชั้นโลหะผสมระหว่างเหล็กและสังกะสีหลายชั้น (intermetallic layers) ซึ่งยึดเกาะแน่นและมีความหนาสูง กระบวนการนี้เหมาะกับงานที่ต้องการความทนทานต่อการกัดกร่อนในระยะยาว โดยเฉพาะโครงสร้างเหล็กที่ใช้งานกลางแจ้งหรืออยู่ในสภาพแวดล้อมรุนแรง
กลไกกันสนิม
- ชั้นเคลือบหนาทำหน้าที่เป็น barrier protection ป้องกันไม่ให้สภาพแวดล้อมสัมผัสผิวเหล็กโดยตรง
- สังกะสียังทำหน้าที่เป็น sacrificial anode เมื่อเกิดความเสียหายบางส่วนของผิวเคลือบ
- อายุการใช้งานขึ้นกับความหนาของชั้น HDG และระดับการกัดกร่อนของสภาพแวดล้อม
ตารางเปรียบเทียบเชิงวิศวกรรม
| ประเด็น | ชุบซิงค์ EG | HDG |
|---|---|---|
| ความหนาโดยทั่วไป | 5–25 µm | 50–100+ µm |
| ความเรียบผิว | สูง เหมาะกับงานประกอบ | ต่ำกว่า ผิวหยาบกว่า |
| ความแม่นยำมิติ | สูง | ปานกลาง |
| อุณหภูมิกระบวนการ | ต่ำ | สูง (~450°C) |
| ลักษณะการใช้งาน | ชิ้นส่วนละเอียด งานภายใน | โครงสร้างเหล็ก งานกลางแจ้ง |
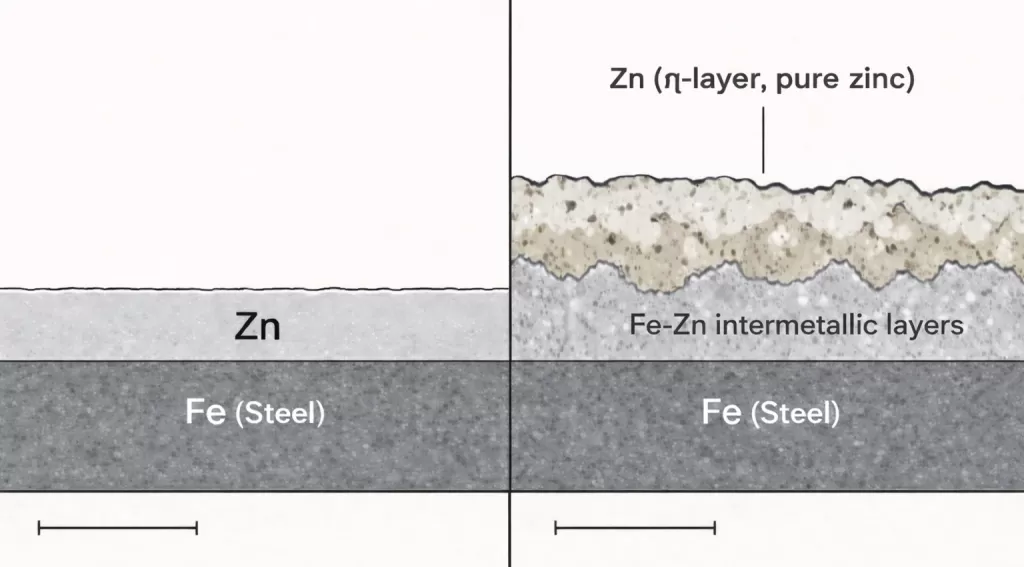
EG vs HDG Cross-section with Layer Labels
เปรียบเทียบโครงสร้างชั้นเคลือบของ EG และ HDG โดยแสดงชั้น Zn บริสุทธิ์ ชั้น Fe-Zn intermetallic และเหล็กฐาน
แนวทางการเลือกใช้งาน
การเลือกใช้ชุบซิงค์หรือ HDG ควรพิจารณาจากบริบทการใช้งานจริง ไม่ใช่พิจารณาเพียงความหนาชั้นเคลือบ โดยมีเกณฑ์หลักดังนี้
- เลือก ชุบซิงค์ เมื่อชิ้นงานต้องการความแม่นยำด้านมิติ ผิวเรียบ และต้องผ่านการประกอบหรือขันเกลียวหลังการชุบ
- เลือก ชุบซิงค์ สำหรับชิ้นส่วนที่ใช้งานในอาคารหรือสภาพแวดล้อมกัดกร่อนต่ำถึงปานกลาง
- เลือก HDG เมื่อต้องการอายุการใช้งานยาวในสภาพแวดล้อมกลางแจ้ง เช่น โครงสร้างเหล็ก เสา ราว หรือชิ้นงานโครงสร้างขนาดใหญ่
- เลือก HDG เมื่อการซ่อมบำรุงภายหลังทำได้ยาก และต้องการลดความเสี่ยงด้านการกัดกร่อนในระยะยาว
Risks / ข้อควรระวัง
การเลือกกระบวนการเคลือบสังกะสีโดยไม่พิจารณาเงื่อนไขใช้งานอย่างรอบด้าน อาจทำให้เกิดปัญหาในระยะยาว ดังนี้
- ชุบซิงค์: ชั้นเคลือบมีความบาง หากนำไปใช้งานกลางแจ้งหรือสภาพแวดล้อมที่มีความชื้นสูง อาจเกิดการสึกกร่อนเร็วกว่าที่คาดไว้ หากไม่กำหนดความหนาชั้นเคลือบให้เหมาะสมตามสภาพแวดล้อม
- ชุบซิงค์: การทดสอบแบบ Salt Spray (NSS) ไม่ได้สะท้อนอายุการใช้งานจริงเสมอ จำเป็นต้องใช้ควบคู่กับการประเมินสภาพแวดล้อมใช้งาน
- HDG: อุณหภูมิสูงในกระบวนการอาจทำให้ชิ้นงานบางหรือชิ้นงานที่มีความซับซ้อนเกิดการบิดงอหรือเสียรูป
- HDG: ผิวเคลือบที่หนาและหยาบอาจไม่เหมาะกับงานที่ต้องการความแม่นยำด้านมิติ หรือการประกอบที่ต้องใช้ความละเอียด
FAQ
Q: ชุบซิงค์กับ HDG แบบไหนกันสนิมได้นานกว่า?
A: ขึ้นกับความหนาชั้นเคลือบและสภาพแวดล้อมการใช้งาน
Q: HDG ใช้แทนชุบซิงค์ในงานยานยนต์ได้หรือไม่?
A: โดยทั่วไปไม่เหมาะ เนื่องจากความแม่นยำมิติและผิวงาน
Q: ชุบซิงค์เหมาะกับงานกลางแจ้งหรือไม่?
A: ได้ในสภาพแวดล้อมไม่รุนแรง และต้องกำหนดความหนาให้เหมาะสม




{kind=link}
{kind=link}
{kind=link}