- บทนำ
- แผนผังกระบวนการชุบซิงค์ (End-to-End Process Flow)
- ขั้นตอนที่ 1: การตรวจรับชิ้นงาน (Incoming Inspection)
- ขั้นตอนที่ 2: การเตรียมผิว (Surface Preparation)
- ขั้นตอนที่ 3: การล้างน้ำและปรับสภาพผิว (Rinsing & Conditioning)
- ขั้นตอนที่ 4: การชุบซิงค์ด้วยไฟฟ้า (Zinc Electroplating)
- ขั้นตอนที่ 5: การล้างหลังชุบ (Post-rinse)
- ขั้นตอนที่ 6: การพาสซิเวชัน / ซีล (Passivation & Sealing)
- ขั้นตอนที่ 7: การอบไล่ไฮโดรเจน (Hydrogen Relief)
- ขั้นตอนที่ 8: การตรวจสอบคุณภาพขั้นสุดท้าย (Final Inspection)
- Decision Table: ความแตกต่างของ Process Flow ระหว่าง Automotive และ Electronics
- จุดตัดสินใจสำคัญ (Decision Points) ใน Process Flow
- Process Flow นี้สัมพันธ์กับ Control Plan / IATF อย่างไร
- Risks / ข้อควรระวังเชิงระบบ
- FAQ
- อ้างอิง/มาตรฐานที่เกี่ยวข้องในงาน ชุบซิงค์
บทนำ
กระบวนการชุบซิงค์แบบโรงงาน (Zinc Electroplating Process) เป็นระบบการผลิตที่ต้องอาศัยการควบคุมหลายปัจจัยพร้อมกัน ไม่ว่าจะเป็นผิวเริ่มต้นของชิ้นงาน สภาพน้ำยา กระแสไฟฟ้า และการตรวจสอบคุณภาพในแต่ละช่วง หากพิจารณาเพียงขั้นตอนใดขั้นตอนหนึ่งโดยแยกออกจากระบบทั้งหมด มักนำไปสู่ปัญหาคุณภาพในระยะยาว บทความนี้จึงอธิบายภาพรวม Process Flow ตั้งแต่ต้นจนจบ พร้อมจุดควบคุม (Control Points) ที่ช่วยให้วิศวกร, QA และผู้จัดซื้อใช้ประกอบการตัดสินใจด้านสเปคงานชุบได้อย่างถูกต้อง
แนวคิด Process Flow กับการควบคุมคุณภาพเชิงระบบ
ในงานชุบซิงค์ระดับโรงงาน การควบคุมคุณภาพไม่ได้เกิดขึ้นเฉพาะในขั้นตอนสุดท้าย แต่แทรกอยู่ในทุกขั้นตอนของ Process Flow ตั้งแต่ก่อนเริ่มชุบจริง แนวคิดสำคัญคือ “ปัญหาที่ปลายทาง มักมีรากเหตุจากต้นทาง” เช่น ผิวที่ล้างไม่สะอาดในขั้นเตรียมผิว จะส่งผลให้การยึดเกาะของชั้นซิงค์ลดลง แม้ว่าขั้นตอนชุบจะควบคุมกระแสไฟได้ถูกต้องก็ตาม
ดังนั้น Process Flow จึงทำหน้าที่เป็นทั้งแผนผังกระบวนการผลิต และเครื่องมือในการสื่อสารความเข้าใจร่วมกันระหว่างฝ่ายผลิต, QC และลูกค้า
แผนผังกระบวนการชุบซิงค์ (End-to-End Process Flow)
ลำดับขั้นตอนโดยสรุปของกระบวนการชุบซิงค์แบบโรงงานมีดังนี้:
- การตรวจรับชิ้นงาน (Incoming Inspection) → 2) การเตรียมผิว (Degreasing / Pickling) → 3) การล้างน้ำและปรับสภาพผิว → 4) การชุบซิงค์ด้วยไฟฟ้า → 5) การล้างหลังชุบ → 6) การพาสซิเวชัน / ซีล → 7) การอบไล่ไฮโดรเจน (กรณีจำเป็น) → 8) การตรวจสอบคุณภาพขั้นสุดท้าย
แต่ละขั้นตอนมีบทบาทเฉพาะ และมีจุดควบคุมที่แตกต่างกัน ซึ่งจะอธิบายรายละเอียดในหัวข้อถัดไป
ขั้นตอนที่ 1: การตรวจรับชิ้นงาน (Incoming Inspection)
วัตถุประสงค์ ของขั้นตอนนี้คือการคัดกรองชิ้นงานตั้งแต่ต้นทาง เพื่อป้องกันปัญหาที่ไม่สามารถแก้ไขได้ด้วยกระบวนการชุบเพียงอย่างเดียว เช่น วัสดุผิดประเภท หรือผิวที่เสียหายรุนแรง
สิ่งที่ตรวจสอบโดยทั่วไป ได้แก่
- ประเภทวัสดุ (Steel grade, ความแข็ง)
- สภาพผิวเบื้องต้น เช่น คราบน้ำมัน คราบสนิม การบิดงอ
- ความสอดคล้องกับเอกสารสเปคหรือ Drawing
Control Points
- เอกสาร Material Specification
- การแยกกลุ่มชิ้นงานเหล็กความแข็งสูง (High-strength steel)
Risks / ข้อควรระวัง
- หากรับชิ้นงานผิดวัสดุ อาจเกิดปัญหา Hydrogen Embrittlement หรือความหนาไม่เป็นไปตามข้อกำหนด
- ผิวที่มีสนิมลึกอาจไม่สามารถแก้ไขได้ด้วยการเตรียมผิวปกติ
ขั้นตอนที่ 2: การเตรียมผิว (Surface Preparation)
การเตรียมผิวถือเป็นรากฐานของคุณภาพงานชุบซิงค์ โดยทั่วไปประกอบด้วยการล้างไขมัน (Degreasing) และการกัดผิวด้วยกรด (Pickling) เพื่อเปิดผิวโลหะให้พร้อมรับการเคลือบ
ในระดับโรงงาน การเตรียมผิวต้องควบคุมทั้งสูตรเคมี เวลา และอุณหภูมิอย่างเหมาะสม เพื่อให้ผิวสะอาดโดยไม่ทำลายเนื้อโลหะ
Control Points
- ความเข้มข้นของสารเคมี
- เวลาแช่และลำดับขั้นตอน
- สภาพผิวหลังการเตรียม
Risks / ข้อควรระวัง
- ล้างไขมันไม่หมด → ชั้นซิงค์ยึดเกาะไม่ดี
- กัดผิวมากเกิน → มิติชิ้นงานเปลี่ยนหรือผิวหยาบเกิน
ขั้นตอนที่ 3: การล้างน้ำและปรับสภาพผิว (Rinsing & Conditioning)
การล้างน้ำระหว่างขั้นตอนมีหน้าที่สำคัญในการป้องกันการปนเปื้อนข้ามถัง และรักษาเสถียรภาพของน้ำยาในแต่ละขั้น
โรงงานที่มีการควบคุมคุณภาพสูงมักใช้การล้างน้ำหลายขั้น (Cascade rinse) เพื่อให้คราบเคมีจากขั้นก่อนหน้าไม่ตกค้าง
Control Points
- คุณภาพน้ำ (เช่น Conductivity)
- อัตราการไหลและระบบ Overflow
Risks / ข้อควรระวัง
- น้ำล้างสกปรก → เกิดคราบด่างหรือปัญหาสีในขั้นถัดไป
ขั้นตอนที่ 4: การชุบซิงค์ด้วยไฟฟ้า (Zinc Electroplating)
ขั้นตอนนี้เป็นหัวใจของกระบวนการ โดยใช้กระแสไฟฟ้าทำให้ไอออนซิงค์เคลือบลงบนผิวเหล็ก ความหนาและลักษณะผิวที่ได้ขึ้นกับหลายปัจจัยที่ต้องควบคุมพร้อมกัน
Control Points
- Current density และการกระจายกระแส
- อุณหภูมิอ่างชุบ
- ค่าเคมีและเวลาในการชุบ
Risks / ข้อควรระวัง
- กระแสสูงเกิน → ผิวไหม้หรือหยาบ
- กระแสต่ำเกิน → ความหนาไม่ถึงตามสเปค
ขั้นตอนที่ 5: การล้างหลังชุบ (Post-rinse)
หลังการชุบซิงค์ ชิ้นงานต้องผ่านการล้างเพื่อขจัดคราบน้ำยาชุบที่ตกค้าง ก่อนเข้าสู่ขั้นตอนพาสซิเวชัน
Risks / ข้อควรระวัง
- การล้างไม่ทั่วถึง → คราบตกค้างลดอายุการใช้งานและการยึดเกาะของพาสซิเวชัน
ขั้นตอนที่ 6: การพาสซิเวชัน / ซีล (Passivation & Sealing)
พาสซิเวชันทำหน้าที่เพิ่มความต้านทานการกัดกร่อน และกำหนดลักษณะสีของผิวซิงค์ เช่น สีขาว สีฟ้า หรือสีรุ้ง ตามข้อกำหนดของลูกค้า นอกจากชนิดของสารพาสซิเวชันแล้ว ความเข้มข้นของสี (Color intensity) ยังเป็นตัวแปรสำคัญที่สะท้อนสภาวะกระบวนการในขั้นตอนนี้
ในทางปฏิบัติ ความเข้มของสีที่ปรากฏบนผิวซิงค์ไม่ได้มีผลเฉพาะด้านความสวยงาม แต่ยังใช้เป็น ตัวบ่งชี้ทางอ้อมของสภาวะเคมีและการควบคุมกระบวนการ เช่น ความเข้มข้นของสารพาสซิเวชัน เวลาแช่ และค่า pH หากควบคุมไม่เหมาะสม สีที่ได้อาจเข้มเกินหรือจางเกินจากที่กำหนด ซึ่งอาจสัมพันธ์กับความทนการกัดกร่อนที่เปลี่ยนแปลงไป
Control Points
- ค่า pH และความเข้มข้นของสารพาสซิเวชัน
- เวลาแช่
- ความสม่ำเสมอของการล้างก่อนและหลังพาสซิเวชัน
Risks / ข้อควรระวัง
- ความเข้มของสีไม่สม่ำเสมอ → บ่งชี้ถึงการควบคุมเคมีหรือเวลาที่ไม่คงที่
- สีเข้มเกินข้อกำหนด → อาจกระทบการประกอบหรือความเข้ากันได้กับกระบวนการถัดไป
- สีจางเกิน → ความทนการกัดกร่อนลดลง
ขั้นตอนที่ 7: การอบไล่ไฮโดรเจน (Hydrogen Relief)
สำหรับชิ้นงานเหล็กที่มีความแข็งสูง การอบไล่ไฮโดรเจนเป็นขั้นตอนเสริมที่ช่วยลดความเสี่ยงการแตกร้าวหลังการชุบ ซึ่งอาจเกิดขึ้นภายหลังการใช้งานจริง
Risks / ข้อควรระวัง
- ไม่อบหรืออบล่าช้า → เสี่ยงต่อการเกิด Hydrogen Embrittlement
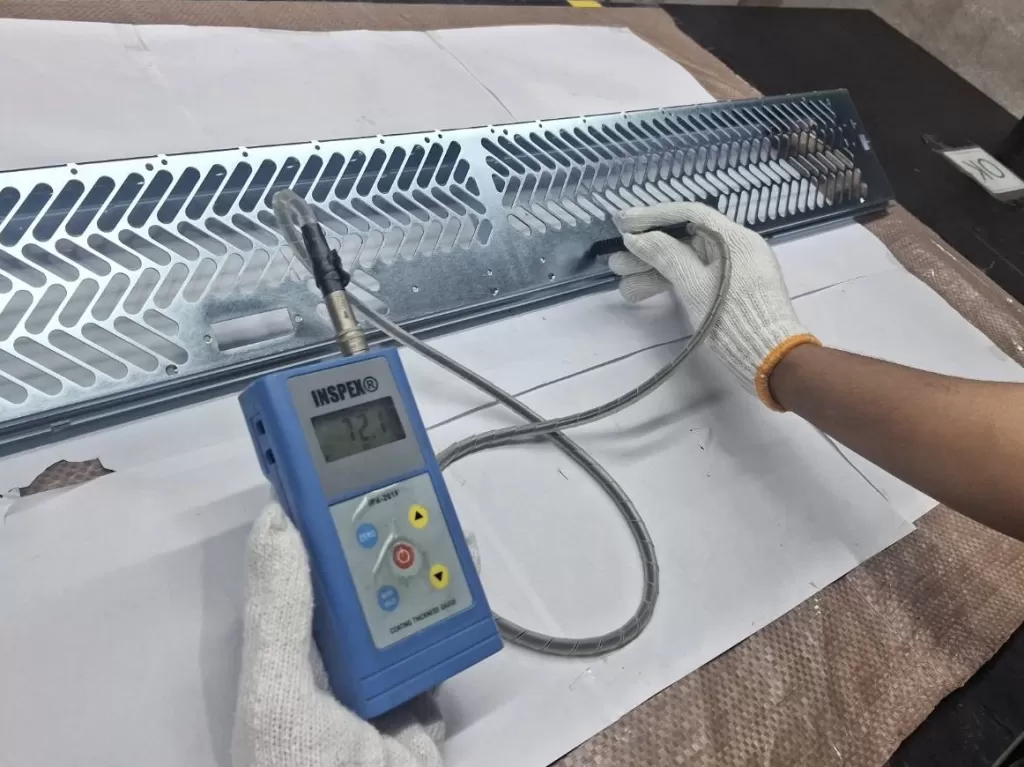
ขั้นตอนที่ 8: การตรวจสอบคุณภาพขั้นสุดท้าย (Final Inspection)
ขั้นตอนสุดท้ายคือการยืนยันว่าชิ้นงานเป็นไปตามข้อกำหนดทั้งหมดก่อนส่งมอบ ซึ่งทำหน้าที่เป็นด่านปิดความเสี่ยง (Risk Gate) ของทั้งกระบวนการ
รายการตรวจสอบที่พบได้ทั่วไป เช่น
- ความหนาชั้นซิงค์ (ตามจุดที่กำหนดในสเปค)
- การยึดเกาะของผิวเคลือบ
- ลักษณะผิว สี ความสม่ำเสมอ
- การสุ่มทดสอบการกัดกร่อน (ตามข้อกำหนดลูกค้า)
Control Points
- เครื่องมือวัดที่สอบเทียบแล้ว (Calibration)
- Sampling plan ที่สัมพันธ์กับความเสี่ยงของชิ้นงาน
- เกณฑ์รับ (Acceptance Criteria) ที่อ้างอิงมาตรฐานเดียวกันทั้งระบบ
Risks / ข้อควรระวัง
- การตรวจสอบเฉพาะรูปลักษณ์ โดยไม่เชื่อมโยงกับข้อมูลกระบวนการก่อนหน้า อาจไม่พบรากเหตุที่แท้จริงของปัญหา

ตรวจวัดความหนาชั้นชุบซิงค์เพื่อควบคุมคุณภาพ
ตรวจสอบความหนางานชุบด้วยเครื่องวัดความหนาเพื่อควบคุมคุณภาพ
ตรวจวัดความหนาชั้นชุบซิงค์เพื่อควบคุมคุณภาพ
ตรวจสอบความหนางานชุบซิงค์ด้วยเครื่องวัดความหนาเพื่อคุมคุณภาพ

การวัดความหนาชั้นเคลือบด้วยเครื่อง XRF (Thickness Gauge)
ตรวจวัดความหนาชั้นเคลือบด้วยเครื่อง XRF เพื่อควบคุมคุณภาพ

สถานีตรวจวัดความหนาชั้นชุบด้วยเครื่อง XRF (Thickness Measurement)
ตรวจวัดความหนาชั้นชุบด้วยเครื่อง XRF เพื่อยืนยันคุณภาพก่อนส่งมอบ
Decision Table: ความแตกต่างของ Process Flow ระหว่าง Automotive และ Electronics
| ประเด็นเปรียบเทียบ | Automotive | Electronics |
|---|---|---|
| วัตถุประสงค์หลัก | ความทนการกัดกร่อนระยะยาว | ความสม่ำเสมอและความสะอาดผิว |
| ความหนาชั้นซิงค์ | ปานกลาง–สูง ตาม OEM | ต่ำ–ปานกลาง ควบคุมเข้ม |
| การเตรียมผิว | เน้นกำจัดสนิมและ Scale | เน้นกำจัดคราบและอนุภาค |
| การล้างน้ำ | หลายขั้น ลดการปนเปื้อน | คุณภาพน้ำสูงเป็นพิเศษ |
| พาสซิเวชัน | เน้น Corrosion resistance | เน้น Appearance / Compatibility |
| การอบไล่ไฮโดรเจน | พบได้บ่อยใน High-strength parts | พบไม่บ่อย |
| เกณฑ์ตรวจสอบ | Salt spray / OEM spec | Visual + Cleanliness |
ตารางนี้ช่วยให้เห็นว่า แม้ Process Flow หลักจะเหมือนกัน แต่ จุดเน้นในการควบคุมแตกต่างกันตามอุตสาหกรรม
จุดตัดสินใจสำคัญ (Decision Points) ใน Process Flow
แม้ Process Flow ของการชุบซิงค์จะมีลำดับขั้นตอนพื้นฐานที่คล้ายกัน แต่ในทางปฏิบัติ โรงงานต้องตัดสินใจปรับรายละเอียดของกระบวนการตามลักษณะชิ้นงานและข้อกำหนดของลูกค้า จุดตัดสินใจเหล่านี้มีผลโดยตรงต่อคุณภาพ ต้นทุน และความเสี่ยงในระยะยาว
ตัวอย่างจุดตัดสินใจที่พบได้บ่อย ได้แก่
- จำเป็นต้องเพิ่มขั้นเตรียมผิวหรือไม่: ชิ้นงานที่มีคราบหนัก สนิม หรือ Scale มาก อาจต้องเพิ่มขั้น Degreasing หรือ Pickling เพื่อให้ผิวพร้อมจริงก่อนชุบ
- จำนวนขั้นการล้างน้ำที่เหมาะสม: งานที่ต้องการความสะอาดสูง เช่น Electronics มักเพิ่มจำนวน rinse เพื่อป้องกันการปนเปื้อน
- การเลือกชนิดพาสซิเวชัน: ต้องพิจารณาระหว่างความทนการกัดกร่อน สีผิว และความเข้ากันได้กับกระบวนการถัดไป
- จำเป็นต้องอบไล่ไฮโดรเจนหรือไม่: ขึ้นกับชนิดวัสดุและระดับความแข็งของชิ้นงาน
การตัดสินใจในจุดเหล่านี้ควรอ้างอิงทั้งข้อมูลจาก Process Flow, ความเสี่ยงที่ระบุใน PFMEA และประสบการณ์การใช้งานจริงของลูกค้า
Process Flow นี้สัมพันธ์กับ Control Plan / IATF อย่างไร
ในระบบคุณภาพตามแนวคิด IATF 16949 หรือ ISO 9001, Process Flow ไม่ได้เป็นเพียงแผนผังกระบวนการ แต่เป็นข้อมูลตั้งต้นของเอกสารควบคุมคุณภาพ เช่น Control Plan และ PFMEA โดยทั้งสามส่วนต้องสอดคล้องและอ้างอิงกันอย่างเป็นระบบ
ความสัมพันธ์หลักมีดังนี้:
- Process Flow: แสดงลำดับขั้นตอน ขอบเขตของกระบวนการ และจุดเชื่อมต่อระหว่างขั้นตอน
- PFMEA: วิเคราะห์ความเสี่ยงที่อาจเกิดขึ้นในแต่ละขั้นของ Process Flow รวมถึงผลกระทบและสาเหตุ
- Control Plan: แปลงความเสี่ยงจาก PFMEA มาเป็นจุดควบคุม วิธีการตรวจสอบ ความถี่ และบันทึกข้อมูล
ในทางปฏิบัติ หาก Process Flow ระบุขั้นตอนอย่างชัดเจน Control Plan จะสามารถกำหนดจุดตรวจที่เหมาะสมได้ เช่น การควบคุมค่าเคมีในขั้นเตรียมผิว หรือการตรวจความหนาหลังการชุบ แต่หาก Process Flow ไม่ครบถ้วน Control Plan ที่สร้างขึ้นมักไม่ครอบคลุมความเสี่ยงจริงของกระบวนการ
ดังนั้น Process Flow จึงเป็นฐานข้อมูลสำคัญที่เชื่อมโยงงานชุบซิงค์เข้ากับระบบคุณภาพ และช่วยให้การสื่อสารระหว่างฝ่ายผลิต QA และลูกค้าเป็นไปในทิศทางเดียวกัน
Risks / ข้อควรระวังเชิงระบบ
- กระบวนการชุบซิงค์เป็นระบบต่อเนื่อง ความผิดพลาดในขั้นต้นอาจส่งผลถึงขั้นสุดท้าย
- การควบคุมต้องพิจารณาทั้งกระบวนการ ไม่ใช่เฉพาะขั้นตอนใดขั้นตอนหนึ่ง
- Data consistency: ข้อมูลกระบวนการ (เช่น ค่าเคมี เวลา อุณหภูมิ ผลการตรวจ) หากบันทึกไม่สอดคล้องกันในแต่ละขั้น จะทำให้การวิเคราะห์ปัญหาและการปรับปรุงกระบวนการคลาดเคลื่อน
- Record / Traceability: การขาดบันทึกหรือการสอบกลับข้อมูลไม่ได้ จะทำให้ไม่สามารถเชื่อมโยงปัญหาคุณภาพกลับไปยังขั้นตอนต้นเหตุ และเพิ่มความเสี่ยงในกรณีเกิด claim หรือ audit
FAQ
Q1: กระบวนการชุบซิงค์แบบโรงงานมีกี่ขั้นตอนหลัก? A: โดยทั่วไป 7–8 ขั้นตอน ขึ้นกับสเปคและความต้องการด้านคุณภาพ
Q2: ขั้นตอนไหนส่งผลต่อคุณภาพมากที่สุด? A: การเตรียมผิวและการควบคุมกระแสไฟในขั้นตอนชุบ
Q3: ทุกงานจำเป็นต้องอบไล่ไฮโดรเจนหรือไม่? A: ไม่จำเป็น ต้องพิจารณาตามชนิดวัสดุและระดับความแข็งของชิ้นงาน


