- บทนำ
- ชุบซิงค์ (Zinc Electroplating)
- Anode / Cathode คืออะไรในระบบชุบซิงค์
- Oxidation / Reduction (ปฏิกิริยาออกซิเดชัน–รีดักชัน)
- Metal Cations (ไอออนโลหะบวก)
- Current Density (ความหนาแน่นกระแส)
- Brightener และสารเติมแต่ง
- Passivation (การพาสซิเวตหลังชุบ)
- Throwing Power (ความสามารถในการกระจายการชุบ)
- Adhesion (การยึดเกาะของชั้นชุบ)
- Hydrogen Embrittlement (ไฮโดรเจนเปราะ)
- Coating Thickness (ความหนาชั้นชุบ)
- Current Efficiency (ประสิทธิภาพการใช้กระแส)
- Polarization (โพลาไรเซชัน)
- Mass Transfer (การถ่ายเทมวล)
- FAQ
- อ้างอิง/มาตรฐานที่เกี่ยวข้องในงาน ชุบซิงค์
บทนำ
ในงาน ชุบซิงค์ (Zinc Electroplating) คำศัพท์ทางเทคนิคไม่ใช่เพียงคำจำกัดความ แต่เป็นพื้นฐานในการสื่อสารระหว่างวิศวกร, QA และผู้กำหนดสเปค หากเข้าใจผิด อาจนำไปสู่การเลือกกระบวนการหรือเกณฑ์รับที่ไม่สอดคล้องกับการใช้งานจริง
บทความนี้ทำหน้าที่เป็น Glossary เชิงระบบ สำหรับ Pillar #1 เพื่อช่วยให้ผู้อ่านเข้าใจกลไกพื้นฐาน โดยไม่ลงรายละเอียดเชิงกระบวนการลึก ซึ่งจะเชื่อมต่อไปยังบทความ Cluster ที่เกี่ยวข้อง
ชุบซิงค์ (Zinc Electroplating)
ชุบซิงค์เป็นกระบวนการเคลือบสังกะสีด้วยไฟฟ้าในสารละลาย โดยอาศัยปฏิกิริยาไฟฟ้าเคมีให้สังกะสีเคลือบติดบนผิวเหล็กในรูปชั้นบางและสม่ำเสมอ จุดเด่นของกระบวนการนี้คือสามารถควบคุมความหนาได้ละเอียดในระดับไมครอน และให้ผิวงานเรียบ เหมาะกับชิ้นส่วนที่ต้องการความแม่นยำด้านมิติและการประกอบ เช่น น็อต สกรู ชิ้นส่วนยานยนต์ ชิ้นส่วนอิเล็กทรอนิกส์ หรือชิ้นงานที่ต้องผ่านการขัน ประกอบ หรือเคลื่อนไหวหลังการชุบ
กลไกกันสนิม
- ซิงค์ทำหน้าที่เป็น sacrificial anode เมื่อสัมผัสกับความชื้นหรือสารละลายที่เป็นตัวนำไฟฟ้า
- ในกรณีเกิดรอยขีดข่วนหรือบาดแผลเล็ก ๆ ซิงค์จะสึกกร่อนก่อนเหล็ก ช่วยชะลอการเกิดสนิมแดง
- ประสิทธิภาพการป้องกันขึ้นกับความหนาชั้นเคลือบและสภาพแวดล้อมการใช้งาน
Anode / Cathode คืออะไรในระบบชุบซิงค์
Cathode คือ ชิ้นงานที่ต้องการชุบซิงค์ กระแสไฟฟ้าจะทำให้ไอออน Zn²⁺ ในสารละลายเคลื่อนที่มาเกาะที่ผิวชิ้นงาน
Anode คือ แหล่งจ่ายโลหะหรือแผ่นนำไฟฟ้า ทำหน้าที่ปิดวงจรไฟฟ้า และรักษาสมดุลของระบบไฟฟ้าในบ่อชุบ
ในระบบชุบซิงค์เชิงอุตสาหกรรม อาจใช้ Anode ซิงค์บริสุทธิ์ หรือ Anode เฉื่อย ขึ้นกับสูตรน้ำยาและการควบคุมเคมี
Risks / ข้อควรระวัง
- สับสนบทบาท Anode/Cathode จะทำให้การวิเคราะห์ปัญหาไฟฟ้าผิดทิศทาง
- การเลือก Anode ไม่เหมาะสมอาจทำให้สมดุล Zn²⁺ ในบ่อเสีย
Oxidation / Reduction (ปฏิกิริยาออกซิเดชัน–รีดักชัน)
Oxidation – Reduction (Redox) คือ หลักการพื้นฐานที่ทำให้การชุบโลหะด้วยไฟฟ้าเกิดขึ้นได้จริง
อธิบายแบบเข้าใจง่าย:
- Oxidation (ออกซิเดชัน) = การสูญเสียอิเล็กตรอน
- Reduction (รีดักชัน) = การรับอิเล็กตรอน
ในงานชุบซิงค์:
- ที่ Anode จะเกิด Oxidation
- ที่ Cathode (ชิ้นงาน) จะเกิด Reduction
พูดแบบหน้างาน:
ซิงค์จะ “เกาะผิวชิ้นงานได้” ก็เพราะไอออนซิงค์รับอิเล็กตรอนแล้วกลายเป็นโลหะจริง
Risks / ข้อควรระวัง
- เข้าใจผิดว่าการชุบเป็นแค่การเคลือบผิว ทั้งที่จริงคือปฏิกิริยาไฟฟ้าเคมี
- แก้ปัญหาผิวงานโดยดูแค่ไฟ แต่ไม่เข้าใจกลไก Oxidation / Reduction
Metal Cations (ไอออนโลหะบวก)
Metal Cations คือ ไอออนของโลหะที่มีประจุบวก ละลายอยู่ในน้ำยาชุบ และเป็น “วัตถุดิบหลัก” ที่จะกลายเป็นชั้นโลหะบนผิวชิ้นงาน
ในงานชุบซิงค์:
- ซิงค์อยู่ในรูป Zn²⁺ (ไอออนซิงค์) ไม่ได้อยู่ในรูปโลหะ
- Zn²⁺ จะเคลื่อนที่ในน้ำยา เมื่อมีไฟฟ้า
- เมื่อ Zn²⁺ ไปถึงผิว Cathode และรับอิเล็กตรอน → จะกลายเป็นซิงค์โลหะ (Zn)
อธิบายแบบหน้างาน:
ถ้าในบ่อไม่มีไอออนซิงค์เพียงพอ ต่อให้เปิดไฟแรง ซิงค์ก็ “ไม่มีอะไรไปเกาะผิว”
เชื่อมโยงกับระบบชุบ:
- ปริมาณ Metal Cations → มีผลต่อความเร็วการชุบ
- การเคลื่อนที่ของ Cations → เชื่อมกับ Current Density และ Mass Transfer
- ความสมดุลของ Cations → มีผลต่อผิวชุบและเสถียรภาพบ่อ
Risks / ข้อควรระวัง
- โฟกัสแต่การตั้งไฟ โดยไม่ตรวจสอบปริมาณไอออนโลหะในบ่อ
- บ่ออ่อน (Cations ต่ำ) ทำให้ผิวบาง ชุบไม่สม่ำเสมอ หรือผิวด้าน
- แก้ปัญหาผิวด้วยการเพิ่มไฟ แทนที่จะปรับสมดุลเคมี
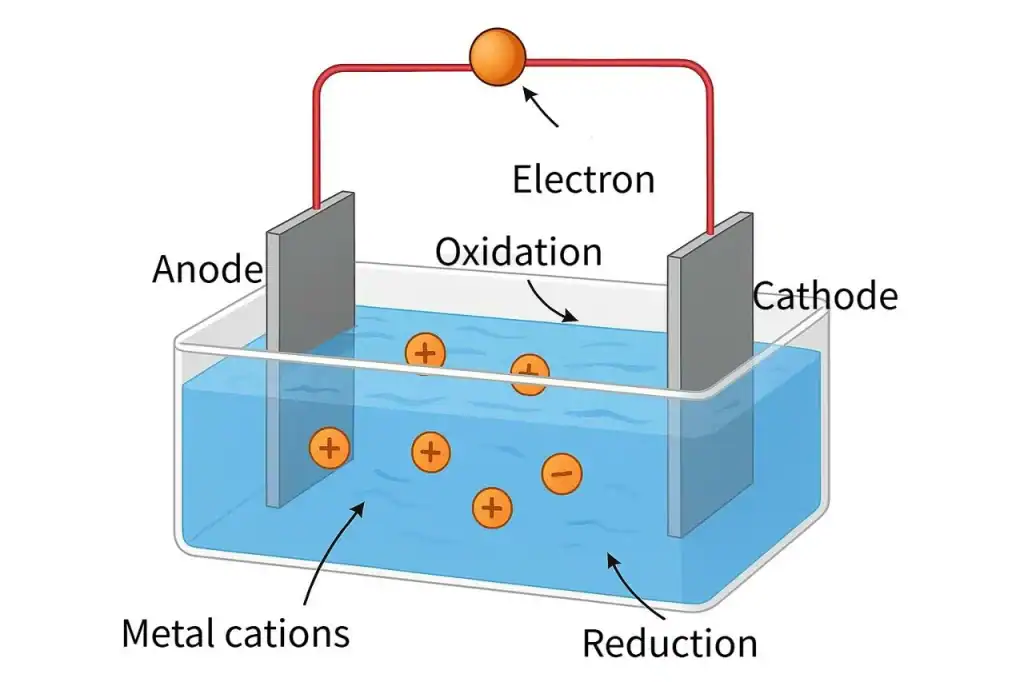
zinc-electroplating-anode-cathode
โครงสร้างพื้นฐานของวงจรไฟฟ้าในงานชุบซิงค์
Current Density (ความหนาแน่นกระแส)
Current Density คือ ปริมาณกระแสไฟฟ้าต่อพื้นที่ผิวชิ้นงาน (A/dm²) เป็นตัวกำหนดอัตราการตกตะกอนของซิงค์
ผลกระทบเชิงระบบ:
- กระแสต่ำ → การชุบช้า แต่ผิวสม่ำเสมอ
- กระแสสูง → ชุบเร็ว แต่เสี่ยงผิวไหม้หรือหยาบ
Risks / ข้อควรระวัง
- ใช้ค่า Current Density เดียวกับชิ้นงานต่างรูปทรง อาจได้ความหนาไม่สม่ำเสมอ
- การเร่งกระแสเพื่อเพิ่ม Productivity อาจเพิ่มความเสี่ยงด้านคุณภาพ
(รายละเอียดการตั้งค่าจะอธิบายเชิงลึกใน Pillar #2 กระบวนการชุบซิงค์)
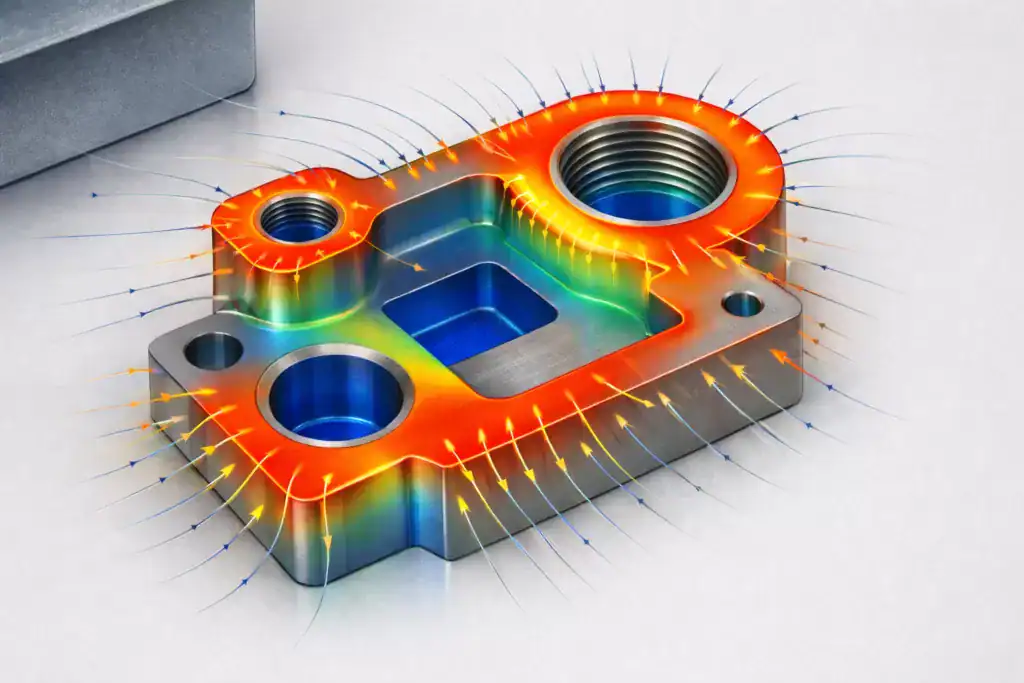
Current Density Heatmap ในงานชุบซิงค์ (ชิ้นงานซับซ้อน)
สีแดงแสดงบริเวณกระแสสูงที่ขอบ/มุม ส่วนสีน้ำเงินแสดงบริเวณกระแสต่ำในรูและมุมอับ
Brightener และสารเติมแต่ง
Brightener คือ สารเติมแต่งที่ช่วยควบคุมโครงสร้างผลึกซิงค์ ทำให้ผิวเรียบ เงา และสม่ำเสมอ
บทบาทเชิงระบบ:
- ปรับ Appearance ของผิวชุบ
- ช่วยกระจายการชุบในบริเวณที่กระแสต่ำ
Risks / ข้อควรระวัง
- เติมเกิน → ผิวเปราะ หรือเกิดคราบ
- ขาดการควบคุม → คุณภาพผิวแปรปรวนระหว่างล็อต
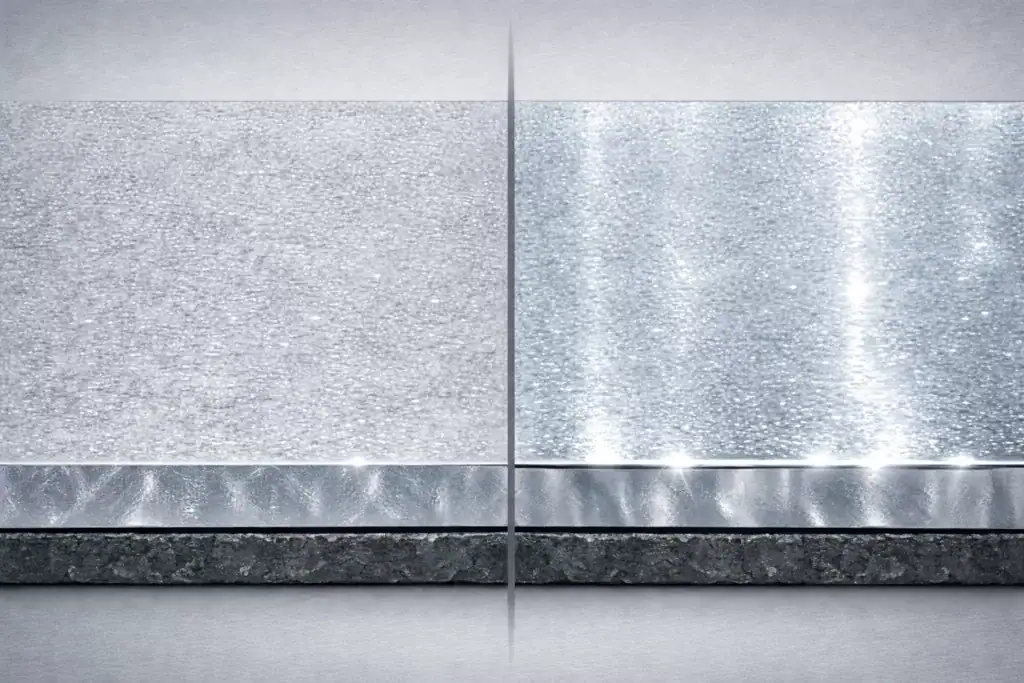
ผลของ Brightener ต่อผิวชุบซิงค์ (Zinc Plating Brightener Effect)
ความแตกต่างของผิวชุบซิงค์เมื่อมีและไม่มี brightener
Passivation (การพาสซิเวตหลังชุบ)
Passivation คือ กระบวนการสร้างชั้นฟิล์มบางบนผิวซิงค์หลังการชุบ เพื่อเพิ่มความทนทานต่อการกัดกร่อน
บทบาทสำคัญ:
- ชะลอการเกิดสนิมขาว (White Rust)
- กำหนดสีและลักษณะผิว (ใส, ฟ้า, เหลือง ฯลฯ)
Risks / ข้อควรระวัง
- เลือกระบบ Passivation ไม่ตรงสภาพแวดล้อมใช้งาน
- เข้าใจผิดว่า Passivation แทนความหนาซิงค์ได้
(อ่านต่อเชิงลึกใน Cluster: สนิมขาวคืออะไร และ Cluster: ระบบ Passivation)
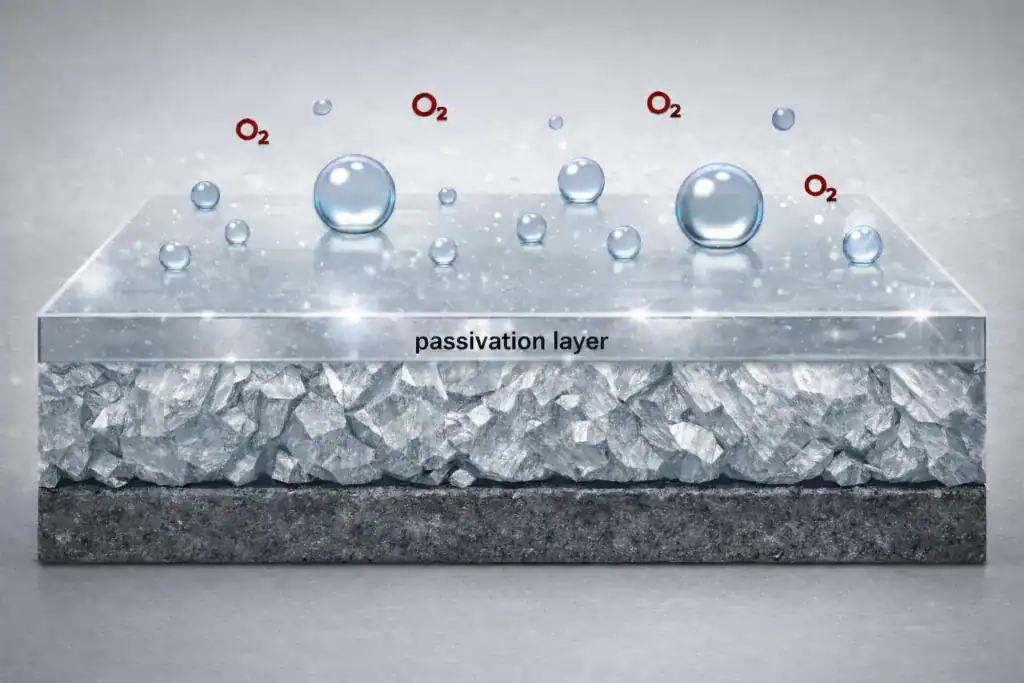
ชั้น Passivation บนผิวชุบซิงค์ (Zinc Passivation Layer)
ชั้น passivation ช่วยเพิ่มความทนทานการกัดกร่อนของผิวซิงค์
Throwing Power (ความสามารถในการกระจายการชุบ)
Throwing Power อธิบายแบบง่าย คือ ความสามารถของบ่อชุบในการทำให้ซิงค์ “เข้าไปชุบได้ทั่ว” แม้ในจุดที่เข้าถึงยาก เช่น รูเล็ก ซอกลึก หรือเกลียว
อธิบายแบบหน้างาน:
- ถ้า Throwing Power ดี → ชิ้นงานชุบติดสม่ำเสมอทั้งตัว
- ถ้า Throwing Power ไม่ดี → ด้านนอกหนา แต่ด้านในบางหรือไม่ติด
คำนี้มักใช้ตอบคำถามว่า:
“ทำไมรูไม่เข้า เกลียวไม่ติด ทั้งที่เปิดไฟแล้ว”
Risks / ข้อควรระวัง
- เข้าใจผิดว่าการเพิ่มไฟจะช่วยให้ชุบเข้าได้ลึกขึ้นเสมอ
- ไม่พิจารณารูปทรงชิ้นงานร่วมกับสูตรน้ำยาและการกวน
Adhesion (การยึดเกาะของชั้นชุบ)
Adhesion คือ ความสามารถของชั้นซิงค์ในการยึดติดกับผิวโลหะฐาน หากการยึดเกาะไม่ดี ชั้นชุบอาจลอกหรือร่อนภายหลัง
ปัจจัยที่เกี่ยวข้อง:
- การเตรียมผิว (Cleaning / Pickling)
- สภาพผิวโลหะตั้งต้น
Risks / ข้อควรระวัง
- มองข้ามขั้นตอนเตรียมผิว เพราะโฟกัสเฉพาะขั้นตอนชุบ
- ปรับเคมีบ่อโดยไม่ตรวจสอบผลต่อ Adhesion
Hydrogen Embrittlement (ไฮโดรเจนเปราะ)
Hydrogen Embrittlement คือ ภาวะที่ไฮโดรเจนแทรกซึมเข้าไปในโลหะ ทำให้ชิ้นงานเปราะและแตกหักได้ง่าย โดยเฉพาะเหล็กกำลังสูง
บทบาทเชิงคุณภาพ:
- เป็นความเสี่ยงสำคัญในงาน Fastener และ Automotive
- ต้องควบคุมด้วยกระบวนการอบไล่ไฮโดรเจน (Bake)
Risks / ข้อควรระวัง
- ประเมินความเสี่ยงต่ำเกินไปในชิ้นงานรับแรง
- ไม่ระบุข้อกำหนด Bake ในสเปคงานชุบ
(รายละเอียดเชิงลึกจะอธิบายใน Cluster: Hydrogen Embrittlement)
Coating Thickness (ความหนาชั้นชุบ)
Coating Thickness คือ ความหนาของชั้นซิงค์ที่เคลือบบนผิวชิ้นงาน ซึ่งสัมพันธ์โดยตรงกับอายุการป้องกันสนิม
แนวคิดเชิงระบบ:
- ความหนามาก ≠ เหมาะสมเสมอ
- ต้องสัมพันธ์กับเกณฑ์รับ, เกลียว, และการประกอบ
Risks / ข้อควรระวัง
- ระบุเฉพาะค่าความหนา โดยไม่กำหนดตำแหน่งวัด
- ไม่เชื่อมโยงกับมาตรฐานทดสอบที่ใช้จริง
Current Efficiency (ประสิทธิภาพการใช้กระแส)
Current Efficiency คือ สัดส่วนของไฟฟ้าที่ “ถูกใช้สร้างชั้นซิงค์จริง” เทียบกับไฟฟ้าที่สูญเสียไปกับปฏิกิริยาอื่น เช่น การเกิดฟองก๊าซไฮโดรเจน
อธิบายแบบเข้าใจง่าย:
- จ่ายไฟ 100 ส่วน
- ถ้าได้ซิงค์เกาะจริง 80 ส่วน → ประสิทธิภาพดี
- ถ้าได้ซิงค์เกาะจริงแค่ 50 ส่วน → ไฟส่วนที่เหลือสูญเปล่า
มุมมองเชิงหน้างาน:
- ประสิทธิภาพต่ำ → ชุบช้า เปลืองไฟ และเปลืองเคมี
- ประสิทธิภาพดี → คุมความหนาได้ง่าย และคุณภาพสม่ำเสมอ
Risks / ข้อควรระวัง
- เพิ่มไฟเพื่อเร่งงาน โดยไม่ดูว่าซิงค์เกาะจริงแค่ไหน
- คำนวณเวลาชุบจากค่าไฟอย่างเดียว ทำให้ความหนาคลาดเคลื่อน
Polarization (โพลาไรเซชัน)
Polarization อธิบายแบบง่าย คือ อาการที่บ่อชุบเริ่ม “ฝืนไฟ”
แม้เราจะตั้งกระแสเท่าเดิม แต่เครื่องต้องดัน แรงดันไฟ (Volt) สูงขึ้น เพื่อให้การชุบยังเดินต่อได้ สาเหตุเกิดจากระบบชุบทำงานไม่ทัน เช่น เคมีเริ่มไม่สมดุล หรือไอออนซิงค์เคลื่อนที่ไปถึงผิวชิ้นงานได้ยาก
อธิบายแบบหน้างาน:
- ไฟจ่ายเท่าเดิม แต่ Volt สูงขึ้นเรื่อย ๆ
- คุณภาพผิวไม่ดีขึ้น ทั้งที่เพิ่มไฟ
- เป็นสัญญาณว่าปัญหาไม่ได้อยู่ที่ไฟอย่างเดียว
Risks / ข้อควรระวัง
- เข้าใจผิดว่าไฟไม่พอ แล้วเพิ่มกระแสอย่างเดียว
- แก้ปลายเหตุ ทำให้ผิวไหม้หรือหยาบ โดยไม่แก้สภาพบ่อ
Mass Transfer (การถ่ายเทมวล)
Mass Transfer อธิบายแบบง่าย คือ ความสามารถของบ่อชุบในการ “ส่งซิงค์ไปถึงผิวชิ้นงานได้ทัน” ระหว่างที่กำลังชุบ
ถ้าอธิบายแบบหน้างาน:
- บ่อส่งซิงค์ไปถึงผิวได้ทัน → ผิวชุบเรียบและสม่ำเสมอ
- บ่อส่งซิงค์ไม่ทัน → บางจุดหนา บางจุดบาง หรือผิวไม่เท่ากัน
สิ่งที่มีผลกับ Mass Transfer:
- การกวนของน้ำยา
- อุณหภูมิ
- ความหนาแน่นของชิ้นงานที่แขวน
Risks / ข้อควรระวัง
- โฟกัสแก้ที่ไฟอย่างเดียว ทั้งที่ซิงค์ไปไม่ถึงผิว
- ไม่ปรับการกวนหรือการจัดแขวน ทำให้ผิวไม่สม่ำเสมอซ้ำ ๆ
FAQ
Q1: Anode จำเป็นต้องเป็นซิงค์เสมอหรือไม่?
A: ไม่จำเป็น ขึ้นกับสูตรน้ำยาและการออกแบบระบบ
Q2: Current Density สูง = คุณภาพดีกว่าใช่หรือไม่?
A: ไม่เสมอ ต้องพิจารณารูปทรงและการกระจายกระแส
Q3: Brightener ส่งผลต่อความหนาหรือไม่?
A: ส่งผลทางอ้อมผ่านโครงสร้างผลึกและการกระจายการชุบ
อ้างอิง/มาตรฐานที่เกี่ยวข้องในงาน ชุบซิงค์
-
JIS H 8625 – Electroplated coatings of zinc and zinc alloy on iron and steel
JIS database (ค้นชื่อมาตรฐานแล้วเห็นข้อมูลสcope/สถานะทันที):
-
ASTM B633 – Standard Specification for Electrodeposited Coatings of Zinc on Iron and Steel
ASTM official summary page (มี scope และรายละเอียดมาตรฐาน):





{kind=link}
{kind=link}
{kind=link}