- 1) ชุบซิงค์คืออะไร (Zinc Electroplating) และกันสนิมได้อย่างไร
- 2) หลักการ Sacrificial Anode: ทำไม “ซิงค์ยอมสึกแทนเหล็ก”
- 3) กระบวนการชุบซิงค์ในโรงงาน (Step-by-step)
- 4) ความหนาชั้นซิงค์ (µm): วัดอย่างไร และทำไมไม่หนาเท่ากันทุกจุด
- 5) Passivation / Sealing / สี (ขาว-รุ้ง-ดำ): สิ่งที่ทำให้ผลไอเกลือ “ต่างกันมาก”
- 6) ชุบซิงค์ vs HDG (กัลวาไนซ์ร้อน): เลือกแบบไหนให้ตรงงาน
- 7) Salt Spray (NSS) และ “ชั่วโมงไอเกลือ”: อ่านให้ถูกก่อนเทียบสเปค
- 8) เช็กลิสต์สเปคชุบซิงค์ (RFQ/QA): เขียนอย่างไรให้คุยกับโรงชุบรู้เรื่อง
- 9) ปัญหายอดฮิต + วิธีป้องกัน (ภาพรวมแบบไม่ซ้ำบทความย่อย)
- 10) Hydrogen Embrittlement (HE): ความเสี่ยงที่ห้ามมองข้ามในเหล็กแข็ง
- FAQ (คำถามที่พบบ่อย)
- สรุป: จะสั่งชุบซิงค์ให้กันสนิมได้จริง ต้องระบุ “ระบบ” ให้ครบ
- อ้างอิง/มาตรฐานที่เกี่ยวข้อง (ระบุไว้เพื่อใช้ในบทความ/เอกสารสเปค)
1) ชุบซิงค์คืออะไร (Zinc Electroplating) และกันสนิมได้อย่างไร
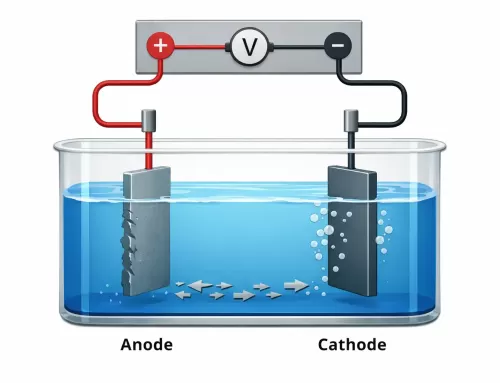
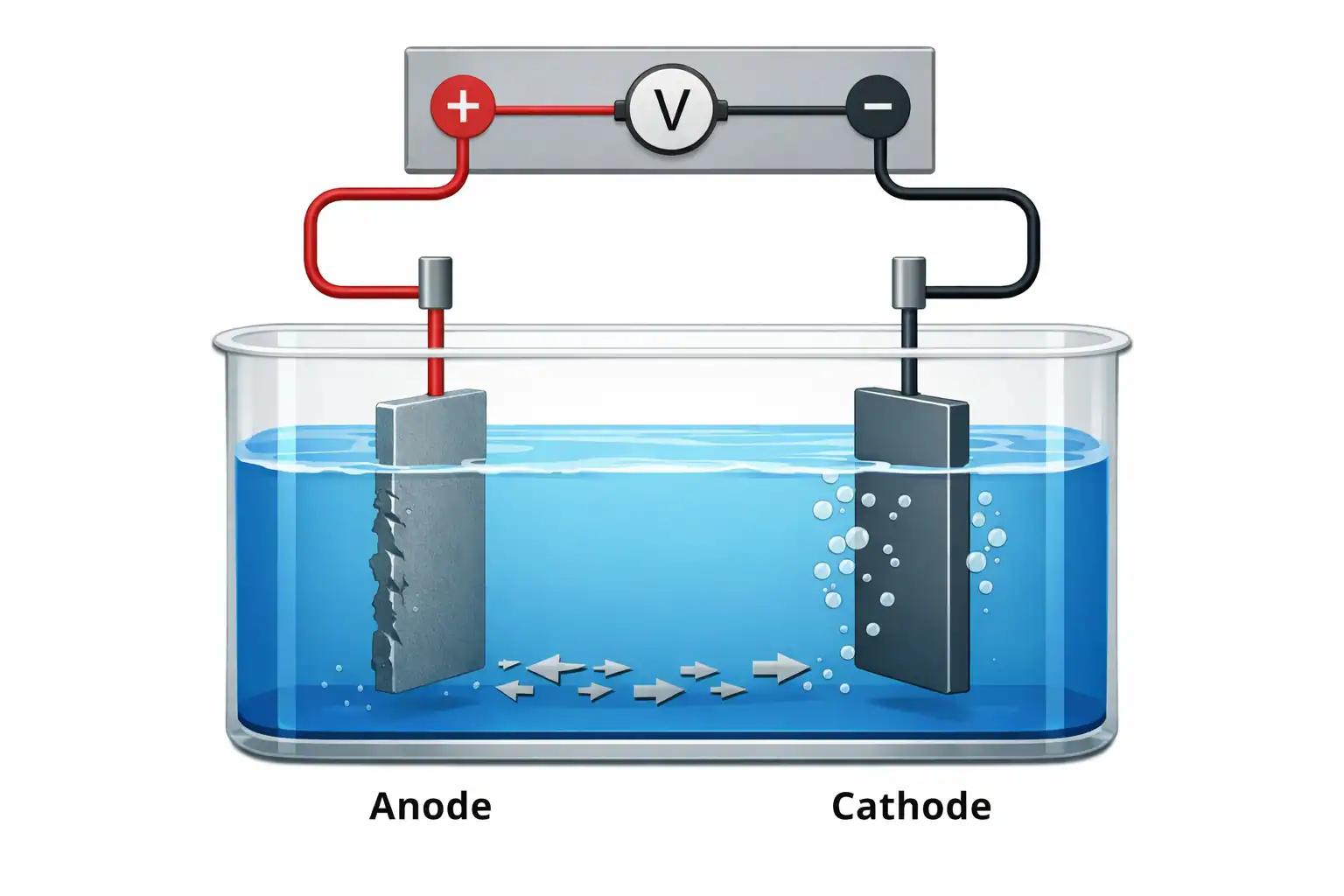
ชุบซิงค์แบบไฟฟ้า (Electroplating) คือการใช้กระแสไฟฟ้าให้ไอออนสังกะสี (Zn²⁺) ในสารละลายไปเกาะบนผิวเหล็ก ชิ้นงานทำหน้าที่เป็น Cathode (ขั้วลบ) ส่วนแหล่งซิงค์/ขั้วอีกด้านทำหน้าที่เป็น Anode (ขั้วบวก) เมื่อคุมกระแสและเวลาเหมาะสม จะได้ “ชั้นซิงค์” ที่มีความหนาตามต้องการ (หน่วยที่ใช้ทั่วไปคือ ไมครอน: µm)
เหตุผลที่ชุบซิงค์ กันสนิมได้ดี มาจาก “การป้องกัน 2 ชั้น”
- Sacrificial protection (เชิงไฟฟ้าเคมี): ซิงค์ยอมสึกแทนเหล็ก
- Barrier protection (เชิงกายภาพ): ชั้นซิงค์ + ชั้นเคลือบหลังชุบช่วยลดการสัมผัสน้ำ/ออกซิเจนกับเหล็ก
ในงานอุตสาหกรรม สเปคที่ดีมักมองเป็น “ระบบเคลือบ” ไม่ใช่แค่ชั้นซิงค์อย่างเดียว เช่น
- Zinc layer (ความหนา)
- Passivation (conversion coating)
- Sealing/Topcoat (ถ้ามี)
- วิธีแขวน/กลิ้ง (rack vs barrel) และการควบคุมกระบวนการ
Risks: ถ้าเตรียมผิวไม่ดี (คราบน้ำมัน/สนิม/สเกล) ต่อให้ชุบหนา งานก็อาจหลุดลอกหรือด่างได้ และผลทดสอบไอเกลือจะไม่นิ่ง
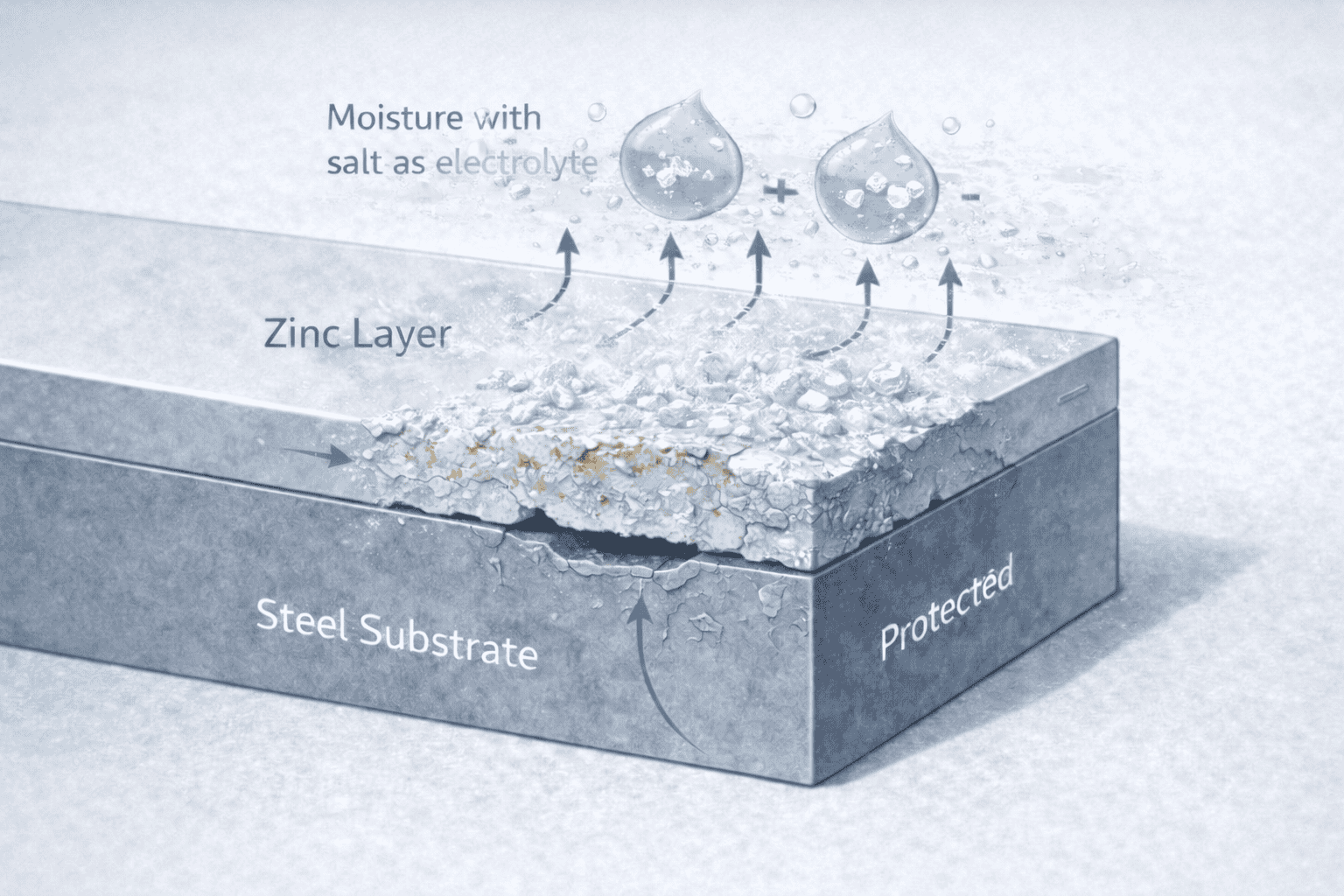
2) หลักการ Sacrificial Anode: ทำไม “ซิงค์ยอมสึกแทนเหล็ก”
หัวใจของชุบซิงค์ คือ Sacrificial Anode (โลหะสละตัวเอง) เพราะซิงค์มีศักย์ไฟฟ้าเคมีต่ำกว่าเหล็ก เมื่อมีตัวกลางนำไฟฟ้า เช่น ความชื้น/ละอองเกลือ จะเกิดวงจรไฟฟ้าเคมี ทำให้ซิงค์ทำหน้าที่เป็น anode และถูกกัดกร่อนก่อน ขณะที่เหล็กถูกปกป้อง
ข้อดีที่สำคัญในโลกจริงคือ รอยขีดข่วนเล็ก ๆ: หากผิวเคลือบเป็นแค่ฟิล์มปิดผิว (เช่น สี) เมื่อมีรอยขีดข่วน เหล็กจะเริ่มสนิมแดงเร็ว แต่ในระบบซิงค์ ซิงค์รอบ ๆ จุดเสียหายยังช่วยปกป้องเหล็กได้ช่วงหนึ่ง ทำให้สนิมแดงช้าลงมาก
เข้าใจคำว่า “สนิมขาว” vs “สนิมแดง”
- White rust: การกัดกร่อนของซิงค์ (คราบขาว) ยังไม่ใช่เหล็กเป็นสนิม
- Red rust: เหล็กเริ่มกัดกร่อน (คราบแดง) แปลว่าการป้องกันเริ่มล้มเหลว
Risks: อย่าใช้ “ไม่เกิดสนิมขาว” เป็นตัวชี้วัดเท่ากับ “กันสนิมเหล็กได้” เสมอไป ต้องดูว่าเกณฑ์งานต้องการควบคุม white rust หรือเน้น no red rust ในชั่วโมงที่กำหนด
อ่านเชิงลึกและตัวอย่างสถานการณ์ใช้งานจริง: Cluster 1.1 Sacrificial Anode คืออะไร?
หลักการ Sacrificial Anode: ซิงค์สละตัวเพื่อปกป้องเหล็กจากการกัดกร่อน
หลักการป้องกันสนิมของเหล็กด้วยการเคลือบซิงค์แบบยอมสละ
3) กระบวนการชุบซิงค์ในโรงงาน (Step-by-step)
เพื่อให้คุยกับโรงชุบรู้เรื่อง ควรรู้ภาพรวม 4 ช่วงใหญ่ของไลน์
3.1 เตรียมผิว (Surface Preparation / Pretreatment)
เป้าหมายคือทำให้ผิวโลหะสะอาดและพร้อมให้ซิงค์เกาะแน่น ขั้นตอนที่พบบ่อย:
- Degreasing/Soak Cleaning: ล้างน้ำมัน/ไขมัน
- Rinsing: ล้างน้ำ ลดการปนเปื้อนข้ามถัง
- Pickling: กัดสนิม/สเกลบางส่วน (ตามชนิดงาน)
- Activation: ปรับสภาพผิวก่อนชุบ
จุดที่ QA มักพลาด: ไม่ระบุระดับความสะอาด/ข้อห้ามคราบดำ/คราบน้ำมัน ทำให้คุณภาพ “หน้าตาดี-แต่ไม่ทน”
3.2 ชุบซิงค์ (Zinc Plating)
ตัวแปรที่ส่งผลโดยตรงต่อความหนา/ความเรียบ/ความสม่ำเสมอ เช่น
- กระแสไฟ + เวลา (สัมพันธ์กับความหนา)
- Current density (A/dm²)
- อุณหภูมิและการกวน/การไหลเวียน
- สารเติมแต่ง (เช่น brightener) ที่ช่วยความเงาและเกรนละเอียด
รูปแบบการผลิตหลัก
- Rack (แขวน): คุมผิวและสม่ำเสมอดี เหมาะงานโชว์ผิว/ชิ้นใหญ่
- Barrel (กลิ้ง): เหมาะงานจำนวนมาก (น็อต/สกรู) แต่ต้องคุมเรื่องรอยกระแทกและการกระจายความหนา
3.3 Passivation (Conversion coating)
เป็นการทำชั้นเคมีบนซิงค์หลังชุบ เพื่อเพิ่มความทนการกัดกร่อนและกำหนดสี เช่น ขาว/ใส, รุ่นเหลือบรุ้ง, หรือดำ (ระบบเฉพาะ)
3.4 Sealing/Topcoat + อบแห้ง + ตรวจสอบ
- Sealing ช่วยเพิ่มความทนสนิมและลดโอกาสสนิมขาว (สำคัญมากเมื่อมีการแพ็คแน่น/ความชื้นสูง)
- อบแห้งก่อนแพ็ค ลด white rust หลังชุบ
- ตรวจความหนา สี ผิว การยึดเกาะ ตามเกณฑ์รับ
Risks: ปัญหา “สนิมขาวหลังชุบเร็ว” หลายครั้งเกิดจากขั้นตอนหลังชุบ (ล้าง/อบแห้ง/แพ็ค) มากกว่าตัวถังชุบเอง
อ่านต่อแบบลงลึก :
- Pretreatment/การเตรียมผิวและจุดควบคุม → Pillar หมวด Process & Pretreatment
- ตัวแปรบ่อชุบ/การเติมสาร/การคุมการปนเปื้อน → Pillar หมวด Bath & Chemistry
4) ความหนาชั้นซิงค์ (µm): วัดอย่างไร และทำไมไม่หนาเท่ากันทุกจุด
คำว่า “ชุบซิงค์กี่ไมครอน” เป็นคำถามสำคัญ แต่ต้องทำให้ชัด 3 เรื่องนี้
4.1 ความหนาไม่เท่ากันตามรูปทรง
ชิ้นงานที่มีมุมแหลม ขอบคม รู หรือโพรง จะมีการกระจายกระแสไม่สม่ำเสมอ ทำให้บางตำแหน่งหนาและบางตำแหน่งบางกว่า จุดวิกฤตจึงมักเป็น “ขอบ/มุม/ร่องเกลียว”
4.2 ระบุตำแหน่งวัดให้ชัด (สำคัญต่อการเคลม)
สเปคที่ดีควรระบุอย่างน้อย
- ความหนาขั้นต่ำ (min) ที่ “ตำแหน่งวิกฤต”
- วิธี/เครื่องมือวัด (เช่น เครื่องวัดความหนาแบบแม่เหล็ก/eddy current สำหรับชั้นเคลือบไม่เป็นแม่เหล็กบนเหล็ก หรือ XRF ในกรณีวิเคราะห์องค์ประกอบ/งานเฉพาะ)
- จำนวนจุดวัดต่อชิ้นงาน หรือ sampling plan
4.3 งานเกลียว/งานคุมมิติ
ยิ่งชุบหนา ยิ่งมีผลต่อมิติและการประกอบ โดยเฉพาะงานเกลียวและงานฟิตติ้ง จึงต้องบาลานซ์ระหว่าง “ความหนาเพื่อกันสนิม” กับ “ความพอดีในการประกอบ”
Risks: การสั่งหนาเกินโดยไม่ตรวจเรื่อง fit อาจทำให้ประกอบไม่เข้าเกลียว หรือแรงขันผิดสเปค (โดยเฉพาะฟาสต์เนอร์)
อ่านต่อแบบลงลึก: การกำหนดจุดวัด/วิธีวัด/GRR และการควบคุมความหนาในจุดวิกฤต → Pillar หมวด Measurement & Control

Zinc Plating Thickness Measurement Using Magnetic Thickness Gauge
การตรวจวัดความหนาชั้นซิงค์ (um) ด้วยเครื่องวัดแบบแม่เหล็กในงานควบคุมคุณภาพ
5) Passivation / Sealing / สี (ขาว-รุ้ง-ดำ): สิ่งที่ทำให้ผลไอเกลือ “ต่างกันมาก”
ในหลายมาตรฐานอุตสาหกรรมจะมองว่า “ความทนสนิม” ถูกกำหนดโดย ระบบหลังชุบ อย่างชัดเจน (เช่น TL 217 มีการจำแนกประเภทการป้องกันผิว/ชนิดชั้นเคลือบ)

เปรียบเทียบสีพาสซิเวชันของงานชุบซิงค์: ขาว เหลือง(รุ้ง) และดำ
ตัวอย่างสีพาสซิเวชันที่ใช้ในงานชุบซิงค์: White, Yellow และ Black Passivation
5.1 Passivation (บาง/หนา) คืออะไร
Passivation เป็นชั้น conversion coating บนผิวซิงค์ ช่วยชะลอการกัดกร่อนของซิงค์และเพิ่มความทนต่อ salt spray
- แบบบาง: สีมักใส/ขาว สวยสะอาด
- แบบหนา: มักให้สีเหลือบรุ้งหรือโทนที่แตกต่าง และเพิ่มความทนในหลายกรณี
5.2 Sealing/Topcoat ช่วยอะไร
Sealing เป็นชั้นเคลือบเสริมบน passivation ช่วย
- เพิ่มความทนสนิม (โดยเฉพาะลด white rust)
- เพิ่มความเสถียรของสี/ผิว
- บางงานใช้เพื่อปรับแรงเสียดทาน/การขัน (ตามข้อกำหนดลูกค้า)
5.3 สี: ให้กำหนด “เกณฑ์รับ” ไม่ใช่แค่คำพูด
- สีขาว/ใส: ต้องระบุว่าเป็นระบบ passivation แบบใด และต้องการ sealing หรือไม่
- สีรุ้ง: ต้องระบุ reference สี/ความสม่ำเสมอ เพราะโทนเหลือบเปลี่ยนได้ตามกระบวนการ
- สีดำ: เป็นระบบเฉพาะ ควรกำหนดเกณฑ์รับสี (tone, uniformity) และผลทดสอบที่คาดหวัง
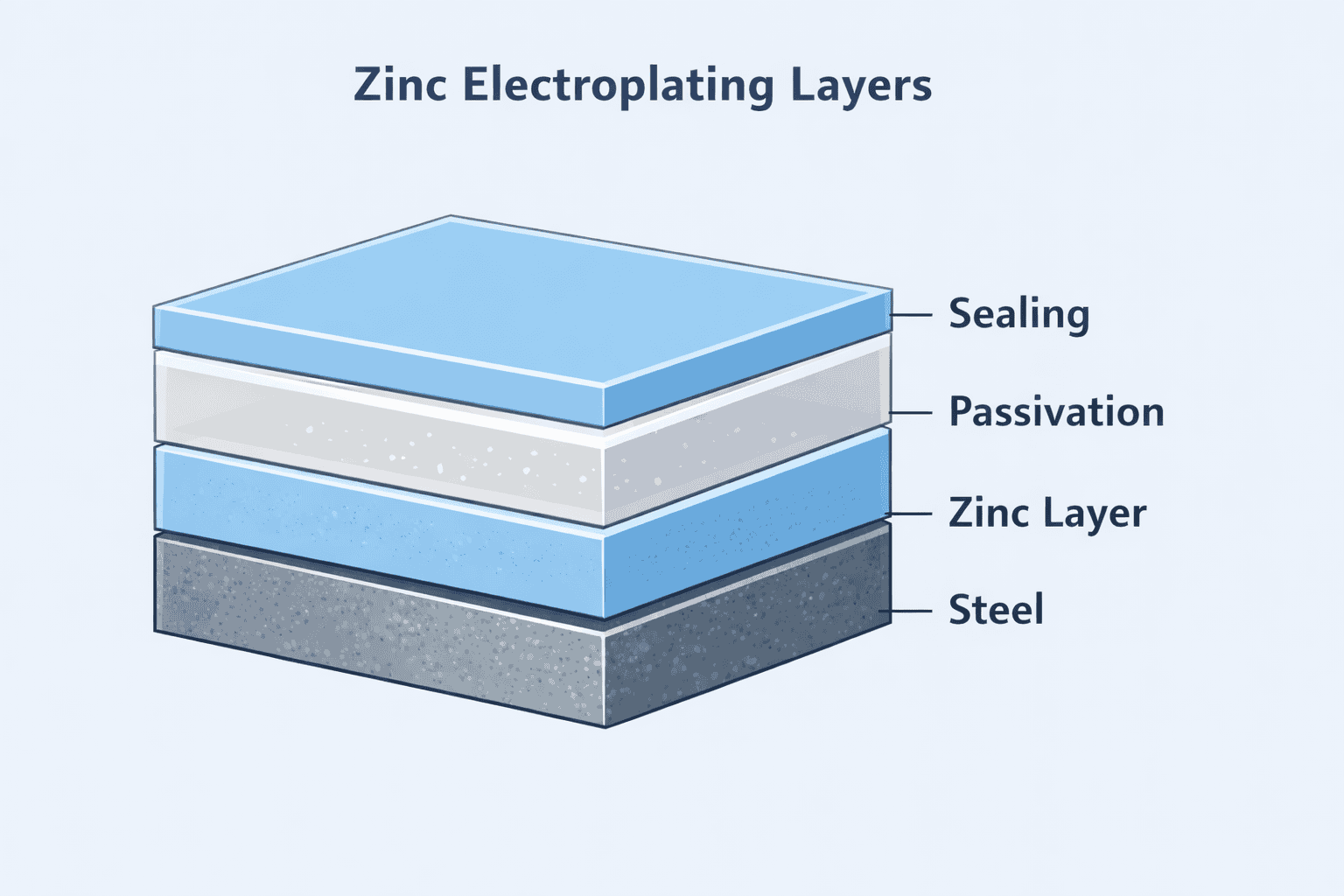
Zinc Electroplating Coating Layers – Steel, Zinc, Passivation, Sealing
โครงสร้างชั้นเคลือบงานชุบซิงค์แบบ Electroplating ตั้งแต่เหล็กพื้นฐานจนถึงชั้นปิดผิว
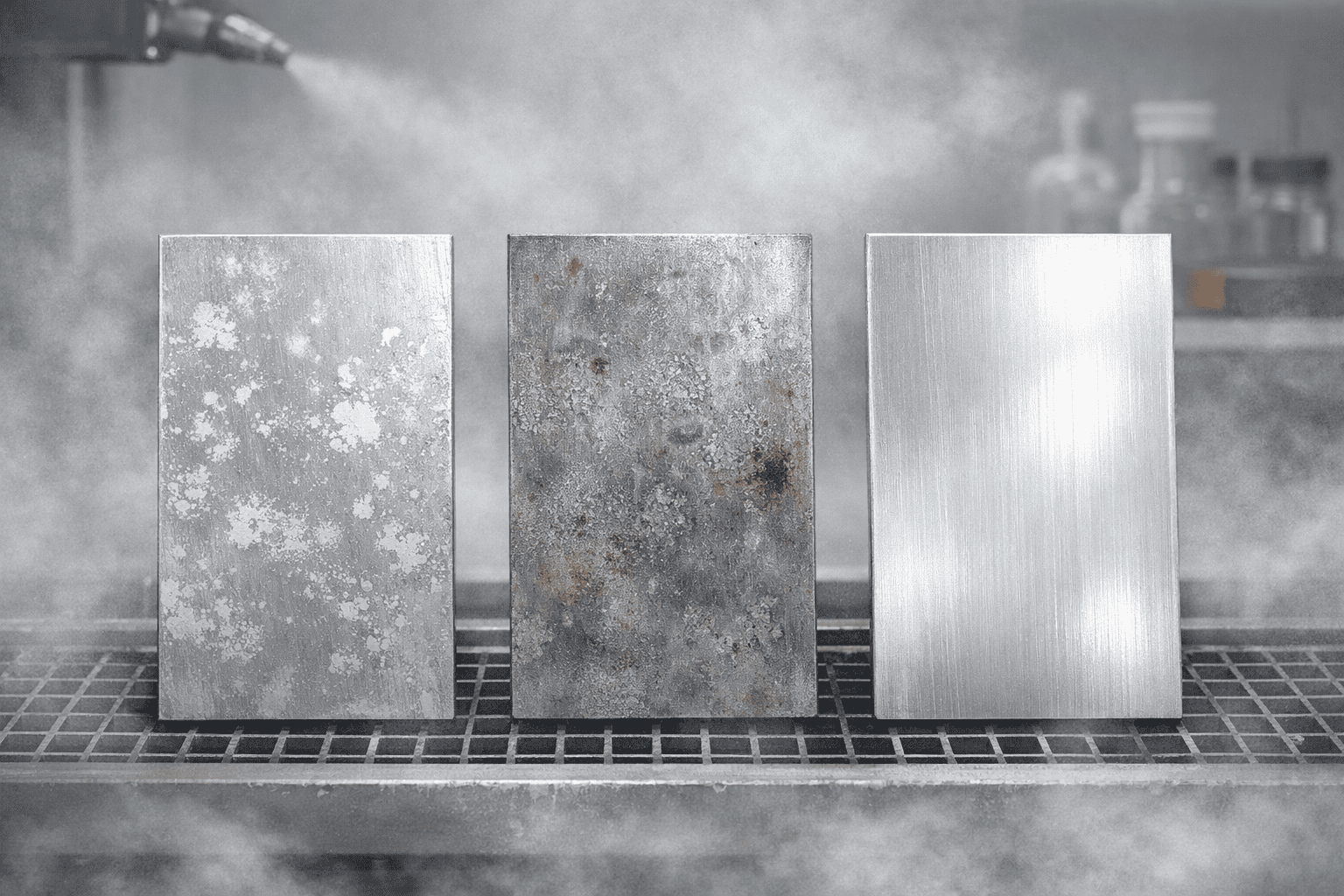
Salt Spray Corrosion Test on Zinc-Plated Steel with and without Sealing
ผลการทดสอบ Salt Spray แสดงความแตกต่างของการกัดกร่อนบนชิ้นงานชุบซิงค์ ตั้งแต่การเกิดสนิมขาว ไปจนถึงผิวที่ป้องกันด้วย sealing
Risks: ถ้าไม่กำหนดเกณฑ์รับสี/ผิวเป็น “ตัวอย่างอ้างอิง (visual standard)” สีอาจคลาดเคลื่อนแม้ผ่านสเปคไอเกลือ และเกิดการร้องเรียนได้
อ่านต่อแบบลงลึกเรื่อง passivation/sealing/สี/การเกิดคราบและการเก็บรักษา → Pillar หมวด Post-treatment
6) ชุบซิงค์ vs HDG (กัลวาไนซ์ร้อน): เลือกแบบไหนให้ตรงงาน
เลือกให้ถูกจาก “ลักษณะงาน” มากกว่าคำว่าใครทนกว่า
6.1 ชุบซิงค์แบบ Electroplating เหมาะเมื่อ
- ต้องการผิวเรียบสวย/งานโชว์ผิว
- ต้องคุมมิติ/คุมเกลียว
- ชิ้นงานเครื่องกล/ฟาสต์เนอร์/งานประกอบละเอียด
6.2 HDG เหมาะเมื่อ
- เป็นโครงสร้างกลางแจ้ง งานหนัก ต้องการชั้นหนามาก
- ยอมรับผิวหนา/หยาบได้ และออกแบบเผื่อมิติ
Risks: HDG อาจมีผลจากความร้อนทำให้ชิ้นงานบางชนิดบิดงอ/กระทบการประกอบ ส่วน Electroplating ต้องคุมระบบหลังชุบและ HE ในเหล็กแข็ง
ตารางเทียบแบบละเอียด + ตัวอย่างงานที่เลือกผิดแล้วเจอปัญหา: ไปอ่าน Cluster 1.2 ชุบซิงค์ vs HDG
7) Salt Spray (NSS) และ “ชั่วโมงไอเกลือ”: อ่านให้ถูกก่อนเทียบสเปค
การทดสอบ NSS (เช่นตามแนว ISO 9227) เป็นการทดสอบเร่งเพื่อเปรียบเทียบความทนการกัดกร่อนภายใต้เงื่อนไขที่กำหนด ไม่ใช่การแปลงชั่วโมงเป็นอายุใช้งานจริงแบบตรงตัว
ก่อนเทียบคำว่า “ผ่าน 120/240/480 ชั่วโมง” ให้เช็คให้ครบ
- มาตรฐานทดสอบและการตั้งเงื่อนไข
- เกณฑ์รับ: วัด white rust หรือ red rust
- การเตรียมชิ้นทดสอบ/ตำแหน่ง/การแขวน/การทำรอย (ถ้ามี)
แนวทางเขียนเกณฑ์รับที่ชัดเจน
- “No red rust within __ hrs” (เน้นป้องกันเหล็ก)
- “White rust acceptable ≤ __% within __ hrs” หรือ “No white rust within __ hrs” (ถ้าต้องคุมคราบขาวจริง)
Risks: หลายเคสที่ “ตัวเลขชั่วโมงเท่ากันแต่ผลต่างกัน” มาจากการระบุเกณฑ์รับไม่เหมือนกัน หรือทดสอบคนละวิธี (ชิ้นงาน/การแขวน/การทำรอย)
อ่านต่อแบบลงลึกเรื่องมาตรฐานทดสอบ/วิธีตั้งเกณฑ์รับ/การเตรียมชิ้นทดสอบ และการอ่านผล NSS ให้ตรงกัน → Pillar หมวด Testing & Standards
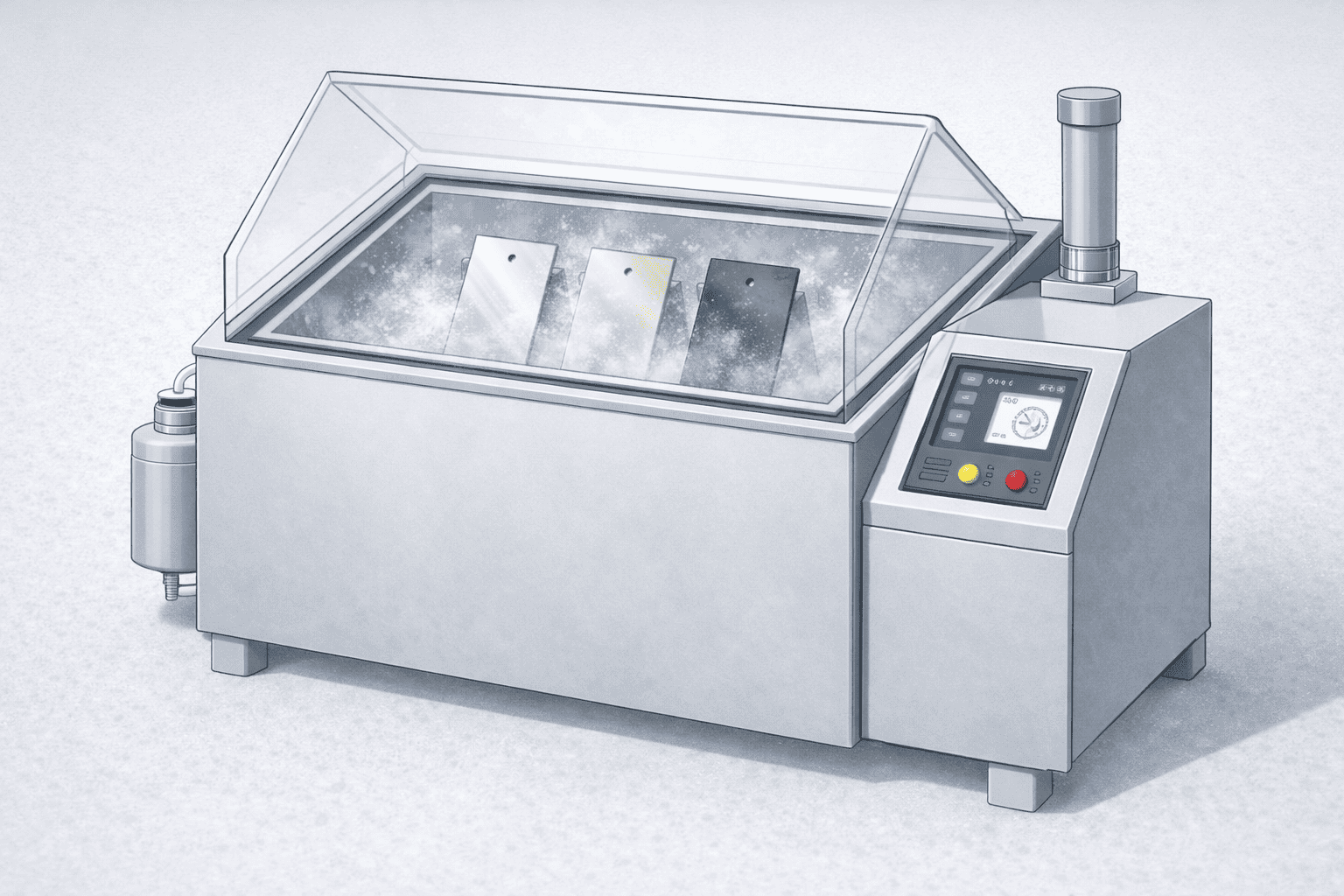
ตู้ทดสอบการพ่นละอองเกลือ (Neutral Salt Spray – NSS) สำหรับทดสอบการกัดกร่อน
ตัวอย่างการทดสอบ Neutral Salt Spray (NSS) ด้วยแผ่นทดสอบติดตั้งเอียงภายในตู้

เปรียบเทียบ White Rust และ Red Rust บนเหล็กชุบซิงค์หลังการทดสอบ Salt Spray
White rust เกิดบนชั้นซิงค์ ส่วน red rust บ่งชี้ว่าการกัดกร่อนได้ลุกลามถึงเหล็กพื้นฐาน
8) เช็กลิสต์สเปคชุบซิงค์ (RFQ/QA): เขียนอย่างไรให้คุยกับโรงชุบรู้เรื่อง
ใช้เช็กลิสต์นี้เพื่อลดการเดา ลดงานแก้ และลดการเคลม
8.1 ข้อมูลชิ้นงานที่ต้องให้โรงชุบ
- เกรดเหล็ก/ความแข็ง/กระบวนการชุบแข็ง (ถ้ามี)
- รูปทรงและจุดวิกฤต (มุม/รู/เกลียว/ตำแหน่งที่ต้องการคุม)
- จำนวน/วิธีผลิต: rack หรือ barrel
8.2 เงื่อนไขใช้งาน
- indoor/outdoor
- ใกล้ทะเล/ละอองเกลือ/ความชื้นสูง
- มีน้ำขัง/การแพ็คแน่น/ขนส่งไกล
8.3 “สเปคหลัก” ที่ควรระบุเป็นข้อความเดียว
ตัวอย่างรูปแบบที่แนะนำ (นำไปปรับใช้ได้ทันที)
- Zinc electroplating thickness: ≥ __ µm (critical area: __)
- Post-treatment: __(thin/thick) passivation, color __, with/without sealing
- Corrosion test: NSS __ hrs; acceptance: no red rust __ hrs; white rust __ (criteria)
- Special: HE control + bake-out required (ถ้าเหล็กแข็ง) / visual standard (ถ้างานโชว์ผิว)
Risks: สเปคที่เขียนสั้นเกินไป เช่น “ชุบซิงค์ขาว 200 ชม.” ทำให้โรงชุบเลือกระบบไม่ตรงกันได้ (passivation/seal ต่างกัน ผลต่างกันมาก)
9) ปัญหายอดฮิต + วิธีป้องกัน (ภาพรวมแบบไม่ซ้ำบทความย่อย)
บทความศูนย์กลางจะสรุปเป็น “ทิศทางแก้” 3 ชั้น เพื่อให้คุณคุยงานได้เร็ว โดยรายละเอียดเชิงลึกให้ไปที่บทความย่อยเฉพาะทาง
ชั้นที่ 1: กระบวนการ (Process)
- Pretreatment ต้องสะอาดจริง (ลดคราบ/ลดการหลุดลอก)
- คุม bath และสารเติมแต่งให้คงที่ (ลดสีแกว่ง/ผิวหยาบ)
- หลังชุบต้องล้าง–อบแห้งให้ถูก (ลด white rust)
ชั้นที่ 2: ระบบเคลือบ (Coating System)
- ถ้างานเสี่ยงชื้น/แพ็คแน่น/ขนส่งไกล ให้คิดเรื่อง sealing ตั้งแต่ต้น
- งานโชว์ผิวให้กำหนด visual standard และยอมรับความเหลือบ/โทนสีให้ชัด
ชั้นที่ 3: โลจิสติกส์และการเก็บ (Handling/Storage)
- อย่าแพ็คปิดสนิทตอนชิ้นงานยังอุ่นหรือยังมีความชื้น
- ให้มีการระบายอากาศ/ป้องกันน้ำขังในกล่อง/ถุง
รายละเอียดสาเหตุแบบเป็นข้อ ๆ + checklist โรงชุบ/ลูกค้าต้องทำอะไรบ้าง: ไปอ่าน Cluster 1.3 สนิมขาว (White Rust)
Risks: ปัญหาที่เหมือนกัน 2 ล็อตอาจมาจาก “โลจิสติกส์หลังชุบ” ไม่ใช่สูตรน้ำยาเสมอไป ถ้าไม่แยกสาเหตุให้ถูก จะเสียเวลาปรับกระบวนการผิดจุด
10) Hydrogen Embrittlement (HE): ความเสี่ยงที่ห้ามมองข้ามในเหล็กแข็ง
สำหรับเหล็กกำลังสูง/ชุบแข็ง (เช่น สกรูเกรดสูง สปริง ชิ้นส่วนรับแรง) ต้องระวัง Hydrogen Embrittlement เพราะไฮโดรเจนสามารถซึมเข้าเนื้อเหล็กในขั้นตอน pickling (กรด) และการชุบไฟฟ้า ทำให้ชิ้นงาน “เปราะและแตกภายหลัง” ได้ แม้ตอนตรวจรับดูปกติ
แนวคิดการคุมความเสี่ยง (ระดับสเปค)
- ประเมิน HE risk ตามความแข็ง/เกรดวัสดุ
- กำหนดการอบไล่ไฮโดรเจน (bake-out) และเวลาที่ต้องทำหลังชุบ
- คุมกระบวนการเตรียมผิวเพื่อลดการเกิดไฮโดรเจนเกินจำเป็น
คำถามที่ QA/จัดซื้อควรถามโรงชุบ
- ชิ้นงานนี้เข้าข่าย HE risk หรือไม่ และใช้เกณฑ์อะไร
- มี bake-out หรือ process control อะไรบ้าง
- ทำภายในกี่ชั่วโมงหลังชุบ และอบที่อุณหภูมิ/เวลาตามมาตรฐานลูกค้าใด
Risks: HE เป็นความเสี่ยงเชิงความปลอดภัยและความรับผิดชอบสูง โดยเฉพาะชิ้นส่วนยานยนต์/งานรับแรง ห้ามข้ามขั้นตอนการคุม HE
อ่านต่อแบบลงลึกเรื่องการจัดการความเสี่ยง/เอกสารคุณภาพ/การคุมกระบวนการและการตอบข้อร้องเรียน → Pillar หมวด Quality, Risk & Operations
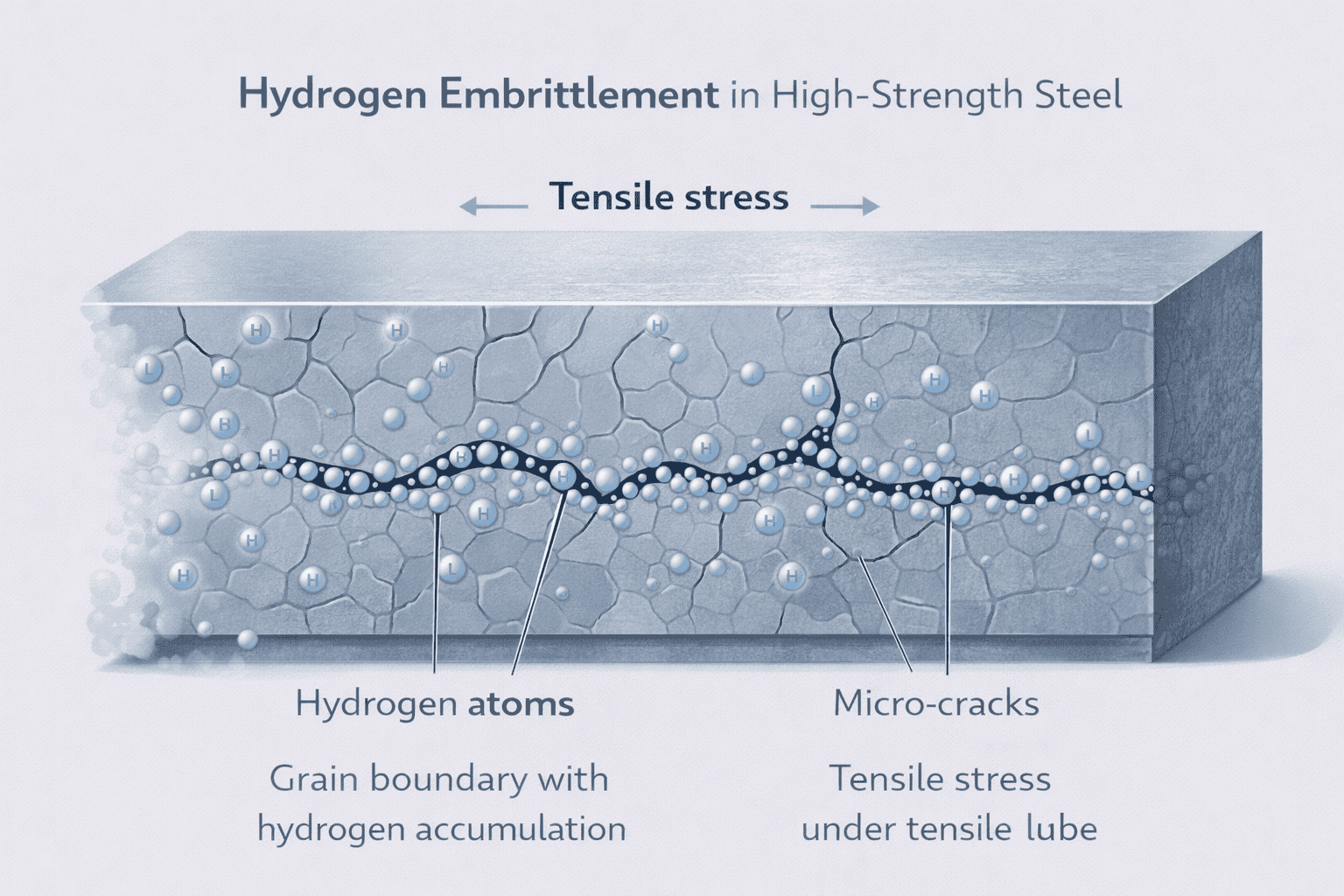
Hydrogen Embrittlement Mechanism in High-Strength Steel
กลไก Hydrogen Embrittlement ในเหล็กความแข็งแรงสูง เมื่อไฮโดรเจนสะสมตามแนว grain boundary และก่อให้เกิดรอยร้าวขนาดเล็กภายใต้แรงดึง
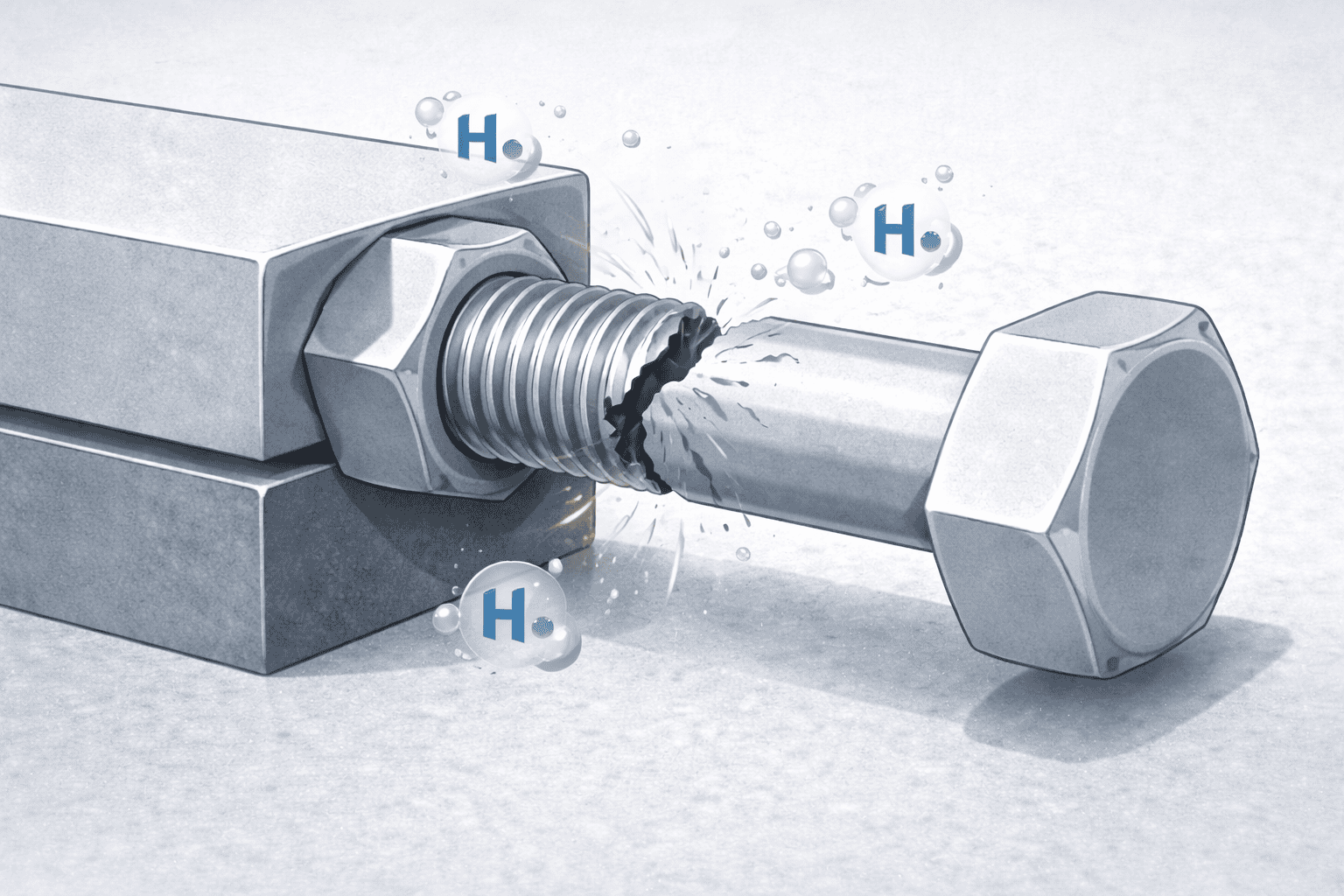
การแตกหักล่าช้าของสลักเกลียวเหล็กกำลังสูงจาก Hydrogen Embrittlement
ภาพจำลองการแตกหักล่าช้าของสกรูเหล็กกำลังสูงที่เกิดจาก Hydrogen Embrittlement
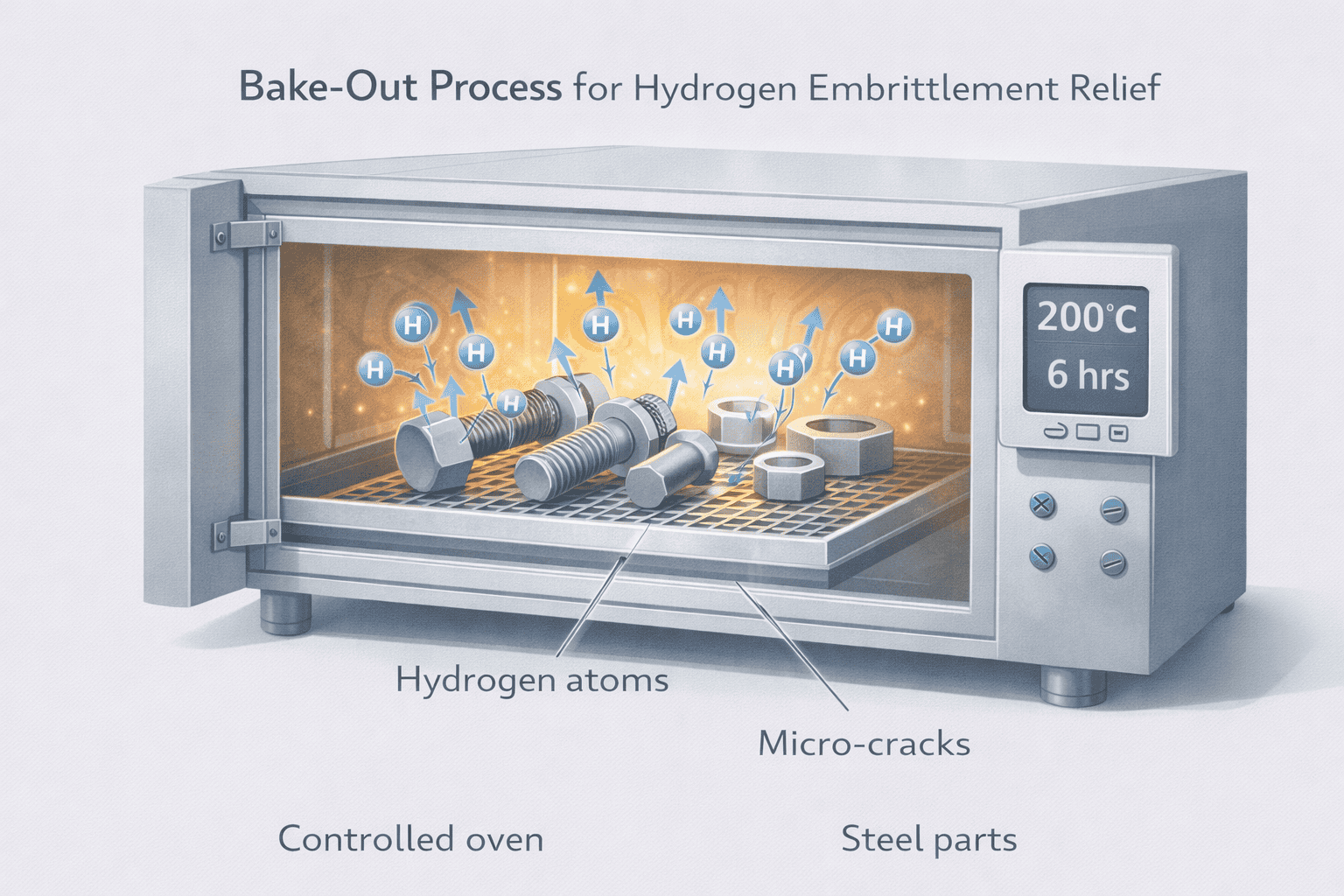
Bake-Out Process for Hydrogen Embrittlement Relief After Plating
กระบวนการ Bake-Out หลังการชุบ เพื่อขจัดไฮโดรเจนออกจากเหล็กและลดความเสี่ยง Hydrogen Embrittlement
FAQ (คำถามที่พบบ่อย)
Q1: ชุบซิงค์หนา ๆ จะทนไอเกลือสูงเสมอไหม? A: ไม่เสมอ ต้องดูระบบ passivation/sealing และเกณฑ์รับผลทดสอบร่วมกัน
Q2: ทำไมชุบเสร็จใหม่ ๆ ถึงขึ้นคราบขาวได้? A: มักเกี่ยวกับความชื้นหลังชุบ/การอบแห้ง/การแพ็คแน่น/ไม่มี sealing หรือการล้างน้ำไม่เหมาะสม
Q3: ต้องระบุสเปคขั้นต่ำอย่างไรให้เทียบซัพพลายเออร์ได้? A: ระบุความหนา + ชนิด passivation/sealing + NSS hours + เกณฑ์รับ (white rust/red rust) และตำแหน่งวัด
Q4: งานน็อต/สกรูต้องระวังอะไรพิเศษ? A: HE (ถ้าเหล็กแข็ง), ความพอดีเกลียว, และข้อกำหนดแรงเสียดทาน/การขัน (ถ้าลูกค้ากำหนด)
สรุป: จะสั่งชุบซิงค์ให้กันสนิมได้จริง ต้องระบุ “ระบบ” ให้ครบ
ให้จำ 4 แกนหลักนี้ แล้วคุณจะลดปัญหาเคลมได้มาก
- ความหนาซิงค์ (µm) + จุดวัด
- passivation (บาง/หนา) + สี + เกณฑ์รับสี
- sealing/topcoat (เมื่อมีความเสี่ยงชื้น/โลจิสติกส์)
- NSS hours + เกณฑ์รับที่ชัด (white rust/red rust)
อ้างอิง/มาตรฐานที่เกี่ยวข้อง (ระบุไว้เพื่อใช้ในบทความ/เอกสารสเปค)
- VW TL 217 (Zinc coatings – Surface protection requirements): สเปคกลุ่ม OEM ที่เกี่ยวกับระบบ zinc coating + passivation + sealing/topcoat และเกณฑ์ทดสอบ/การใช้งาน
- ISO 9227 (Salt spray tests / NSS): มาตรฐานวิธีทดสอบไอเกลือ (NSS/AASS/CASS) สำหรับเปรียบเทียบความทนการกัดกร่อนภายใต้เงื่อนไขที่กำหนด
- External (Official): ISO 9227:2017 – ISO.org
- ISO 9588 (Hydrogen embrittlement relief / Bake-out): แนวทางการทำ post-coating heat treatment เพื่อลดความเสี่ยง hydrogen embrittlement ในเหล็ก/เหล็กกล้า หลังงานชุบ/เคลือบ
- External (Official): ISO 9588:2007 – ISO.org
- ASTM F519 (HE evaluation): วิธีทดสอบเชิงกลเพื่อประเมิน/ควบคุมความเสี่ยง hydrogen embrittlement จากกระบวนการชุบ/เคลือบและสภาพแวดล้อมการใช้งาน
- External (Official): ASTM F519 – ASTM.org





{kind=link}
{kind=link}
{kind=link}