บทนำ
สนิมขาว (White Rust) เป็นปัญหาที่พบได้บ่อยในงานชุบซิงค์ โดยเฉพาะช่วงหลังการชุบ การจัดเก็บ หรือการขนส่ง บทความนี้อธิบายเฉพาะ “นิยามและกลไก” ของสนิมขาว พร้อมแนวคิดการป้องกันเชิงระบบ เพื่อช่วยให้ผู้อ่านประเมินสาเหตุและเลือกแนวทางควบคุมได้ถูกต้อง
บทความนี้เป็น Cluster 1.3 ในชุด Pillar: การชุบซิงค์ป้องกันสนิม (Zinc Electroplating Fundamentals) และจะไม่ลงรายละเอียดขั้นตอนเคมีเชิงลึกในแต่ละบ่อ
สนิมขาว (White Rust) คืออะไรในงานชุบซิงค์
สนิมขาวคือผลิตภัณฑ์การกัดกร่อนของ ซิงค์ (Zn) ไม่ใช่สนิมเหล็ก (Red Rust) ลักษณะเป็นผงหรือคราบสีขาวขุ่นบนผิวชุบ มักพบในสภาพแวดล้อมที่มีความชื้นสูง หรือมีไอเกลือ (chloride)
ประเด็นสำคัญ
- เป็นการกัดกร่อนของชั้นซิงค์เอง
- เกิดก่อนที่ ชิ้นงาน(Steel) จะเริ่มเป็นสนิมแดง
- เป็นสัญญาณเตือนว่าระบบป้องกันยังไม่เหมาะกับสภาพแวดล้อมใช้งาน
Risks / ข้อควรระวัง
- สนิมขาวไม่ใช่ข้อบ่งชี้ว่าความหนาซิงค์ไม่ผ่านเสมอไป
- การขัดหรือเช็ดออกโดยไม่แก้สาเหตุ อาจทำให้การกัดกร่อนเกิดซ้ำเร็วขึ้น
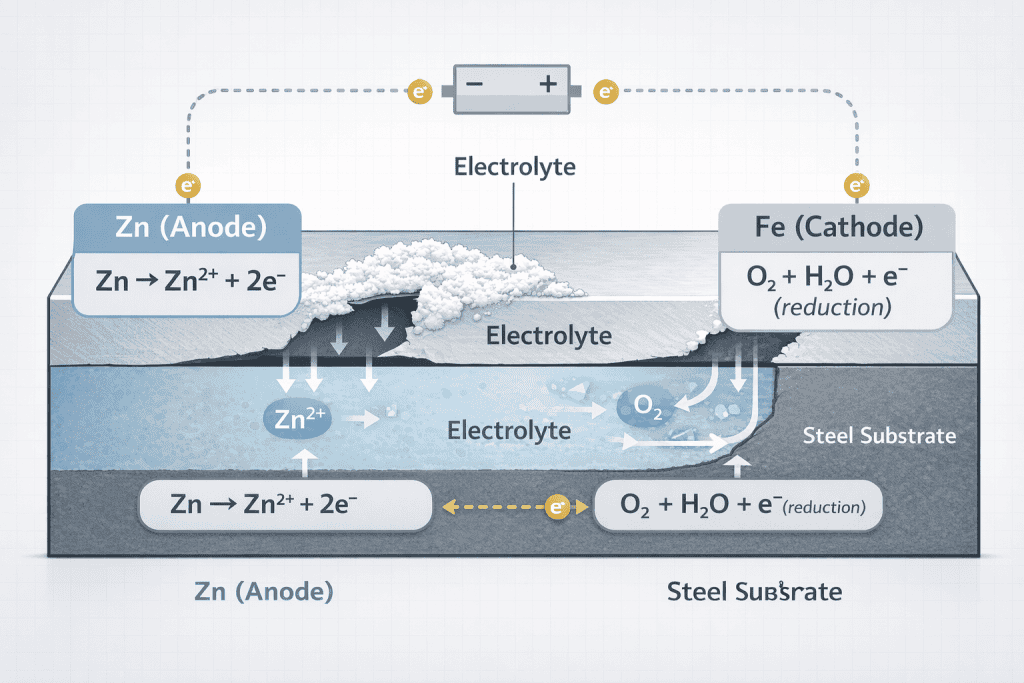
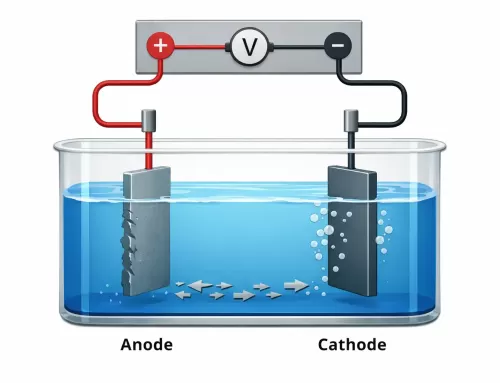
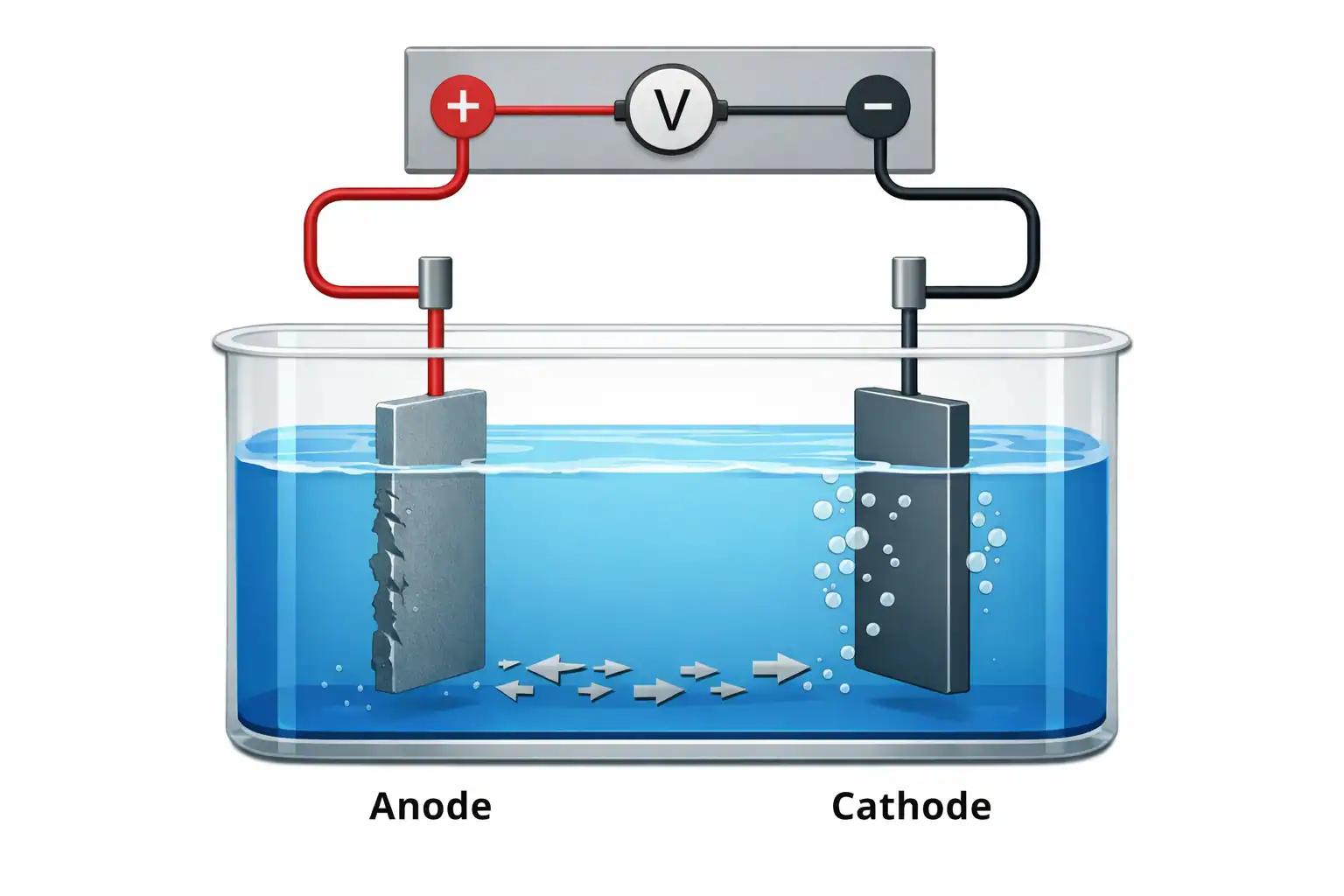
วงจรไฟฟ้าเคมีของ Sacrificial Anode
เมื่อมี electrolyte วงจรกัลวานิกทำให้ Zn สึกก่อนและช่วยปกป้อง Fe
กลไกการเกิดสนิมขาวบนผิวชุบซิงค์
มุมมองเชิงเคมี (สมการอย่างย่อ)
เพื่อช่วยให้เข้าใจกลไกได้ชัดเจนขึ้น สามารถอธิบายการเกิดสนิมขาวในงานชุบซิงค์ด้วยสมการเคมีแบบย่อ (Conceptual Equation) ดังนี้
- การออกซิไดซ์ของซิงค์
Zn → Zn²⁺ + 2e⁻
- ปฏิกิริยากับน้ำและออกซิเจน
Zn²⁺ + 2OH⁻ → Zn(OH)₂
- การเปลี่ยนรูปเป็นสารประกอบที่พบเป็นสนิมขาว
Zn(OH)₂ → ZnO + H₂O
หรือ
Zn(OH)₂ + CO₂ → ZnCO₃ + H₂O
สารประกอบอย่าง zinc hydroxide (Zn(OH)₂), zinc oxide (ZnO) และ zinc carbonate (ZnCO₃) คือสิ่งที่มองเห็นเป็นคราบหรือผงสีขาวบนผิวชุบซิงค์
สมการเหล่านี้ใช้เพื่ออธิบายแนวคิดการเกิดปฏิกิริยา ไม่ได้มีวัตถุประสงค์เพื่อควบคุมบ่อชุบหรือใช้เป็นสูตรกระบวนการ
ซิงค์ทำหน้าที่เป็น Sacrificial Anode เมื่อผิวชุบซิงค์สัมผัสกับความชื้นและออกซิเจน จะเกิดปฏิกิริยาไฟฟ้าเคมี (Electrochemical Reaction) ทำให้ซิงค์เปลี่ยนสภาพเป็นสารประกอบ เช่น zinc hydroxide หรือ zinc carbonate ซึ่งปรากฏเป็นคราบสีขาวบนผิวชิ้นงาน
กลไกนี้เป็นกลไกเดียวกับที่ช่วยป้องกันเหล็กไม่ให้เกิดสนิมแดง แต่จะเห็นผลชัดขึ้นเมื่อผิวซิงค์อยู่ในสภาพแวดล้อมที่มีน้ำขัง ความชื้นสูง หรือมีไอเกลือ
ลำดับการเกิดโดยสรุป
- ผิวชิ้นงานมีความชื้นค้างอยู่หลังการล้างหรืออบแห้ง
- ฟิล์มป้องกันผิว (เช่น passivation หรือ sealer) ยังไม่เสถียรเต็มที่
- ซิงค์เริ่มสละตัว → เกิดผลิตภัณฑ์การกัดกร่อนสีขาว
หากสภาพแวดล้อมยังคงเอื้อต่อการเกิดปฏิกิริยา การกัดกร่อนจะดำเนินต่อไปจนชั้นซิงค์บางลง
Risks / ข้อควรระวัง
- การอบแห้งที่อุณหภูมิหรือเวลาต่ำเกินไป ทำให้เกิดความชื้นตกค้าง
- การซ้อนทับหรือกองชิ้นงาน ทำให้เกิดจุดอับที่น้ำระเหยออกได้ยาก
ปัจจัยที่ทำให้เกิดสนิมขาวบ่อยในงานชุบซิงค์ อุตสาหกรรม
| กลุ่มปัจจัย | ตัวอย่าง |
|---|---|
| กระบวนการ | การล้างน้ำสุดท้ายไม่สะอาด, pH ไม่เหมาะ |
| หลังการชุบ | อบแห้งไม่ทั่ว, อุณหภูมิ/เวลาไม่เหมาะ |
| การจัดเก็บ | บรรจุถุงปิดสนิทขณะยังอุ่น |
| สภาพแวดล้อม | ความชื้นสูง, ไอเกลือ |
| การขนส่ง | กล่องอับอากาศ, Condensate |
ในหลายกรณี สนิมขาวเกิดขึ้นหลังจากชิ้นงานออกจากโรงงานแล้ว ทำให้การสืบหาสาเหตุทำได้ยาก หากไม่มีการมองย้อนทั้งกระบวนการ
Risks / ข้อควรระวัง
- การแก้ไขเฉพาะขั้นตอนใดขั้นตอนหนึ่ง อาจไม่สามารถลดการเกิดซ้ำได้
- การไม่ควบคุมสภาพแวดล้อมระหว่างขนส่ง เป็นจุดเสี่ยงที่มักถูกมองข้าม
แนวคิดการป้องกันสนิมขาว (มองทั้งกระบวนการชุบซิงค์ )
การป้องกันสนิมขาวในงานชุบซิงค์ควรมองเป็นเรื่องของ “การจัดการทั้งกระบวนการ” มากกว่าการพึ่งพาสารเคมีหรือขั้นตอนใดขั้นตอนหนึ่ง
บทความนี้จึงเน้นกรอบความคิดเพื่อช่วยให้ผู้อ่านประเมินระบบของตนเองได้อย่างเป็นเหตุเป็นผล
ประเด็นที่ควรพิจารณาในระดับกระบวนการ
- การเลือกชนิด passivation ให้สอดคล้องกับสภาพใช้งานจริง
- การควบคุมการล้างและการอบแห้งให้ลดความชื้นตกค้าง
- การออกแบบบรรจุภัณฑ์ให้มีการระบายอากาศที่เหมาะสม
- การกำหนดเกณฑ์การทดสอบ เช่น Salt Spray ให้สัมพันธ์กับอายุการใช้งาน ไม่ใช่เพียงตัวเลข
แนวคิดนี้ช่วยลดความเสี่ยงจากการแก้ปัญหาที่ปลายเหตุ และช่วยให้การสื่อสารระหว่างโรงงาน ลูกค้า และฝ่ายคุณภาพเป็นไปในทิศทางเดียวกัน
รายละเอียดเชิงขั้นตอนและการควบคุมจะอธิบายเพิ่มเติมใน Cluster ที่เกี่ยวกับ Post-treatment และ Quality Control
Risks / ข้อควรระวัง
- การอ้างอิงผล Salt Spray เพียงอย่างเดียว อาจทำให้เลือกแนวทางป้องกันที่ไม่เหมาะกับการใช้งานจริง

การจัดเก็บชิ้นงานเหล็กชุบซิงค์ในคลังสินค้า
ตัวอย่างการจัดเก็บเหล็กชุบซิงค์บนพาเลทภายในคลังสินค้า
FAQ
Q1: สนิมขาวถือว่า NG หรือไม่?
ขึ้นกับข้อกำหนดลูกค้าและจุดที่เกิด หากเป็นผิวสำคัญ (Significant Surface) มักถือว่าไม่ผ่าน
Q2: สนิมขาวจะลามเป็นสนิมแดงหรือไม่?
หากปล่อยให้ชั้นซิงค์ถูกใช้หมด มีโอกาสเกิดสนิมแดงในระยะยาว
Q3: เพิ่มความหนาซิงค์ช่วยลดสนิมขาวไหม?
ช่วยได้บางส่วน แต่ไม่ทดแทนการควบคุมความชื้นและ post-treatment
Q4: สนิมขาวเกิดกับ HDG ได้หรือไม่?
เกิดได้เช่นกัน แต่ลักษณะและอัตราการเกิดต่างจาก Electroplating




{kind=link}
{kind=link}
{kind=link}